Modifica dei parametri di lavorazione per i singoli tipi di pezzo grezzo
Come posso modificare i parametri di lavorazione dei materiali? Dove si selezionano gli utensili opzionali? Cosa sono i sovradimensionamenti degli accoppiamenti? Perché dovrei controllare le cavità manualmente?
Alcuni parametri di lavorazione devono essere specificati separatamente per ciascun tipo di pezzo grezzo. Questi ultimi includono:
- Utensili opzionali per lavorazioni di alta qualità
- Valori per il sovradimensionamento di accoppiamenti
- Aree residue delle barre (quando le barre vengono ridotte)
- Controllo manuale delle cavità
Dal momento che questi parametri sono importanti per il calcolo dei job, è necessario specificarli in dentalcam (non in dentalcnc).
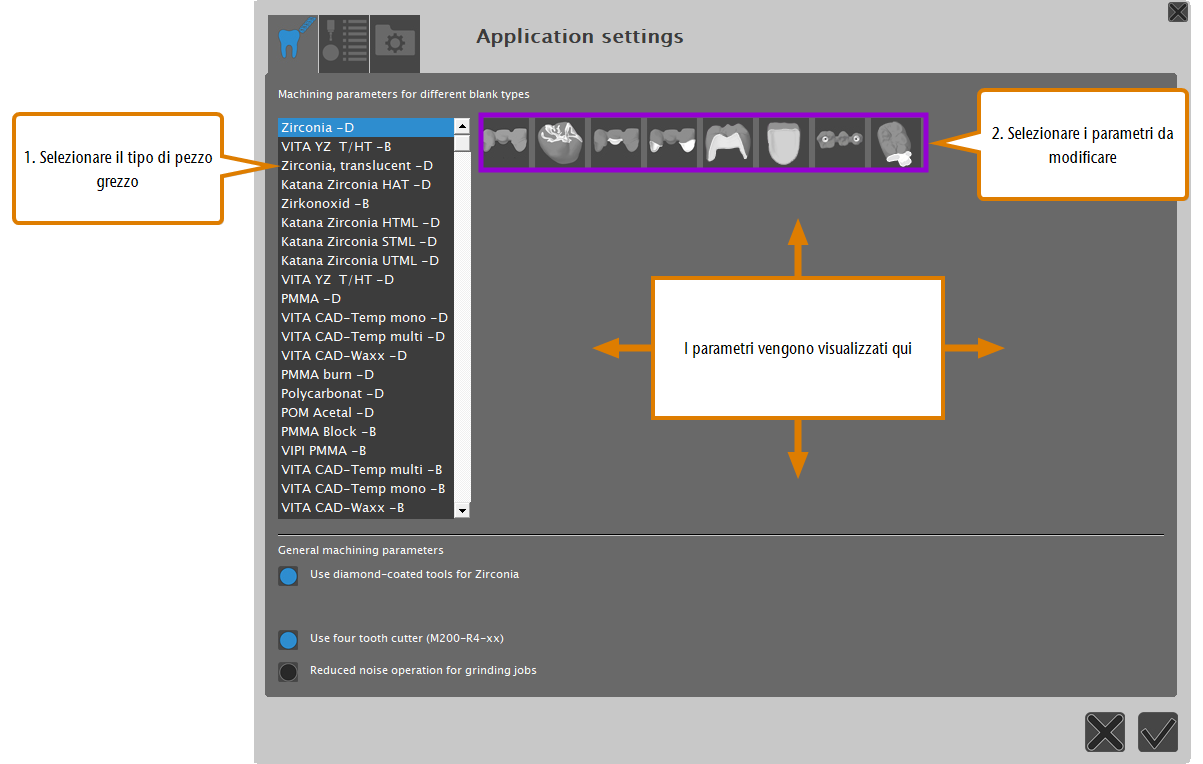
È possibile modificare questi parametri di lavorazione come segue:
- Per aprire la dentalcam finestra impostazioni del programma, selezionare l’icona seguente nella barra delle icone principale:

- Per aprire la vista parametri lavorazione, selezionare l’icona seguente nella barra delle icone locale nella finestra impostazioni del programma:

- Dalla lista di selezione, selezionare il tipo di pezzo grezzo per il quale si desidera specificare i parametri di lavorazione. I tipi di pezzo grezzo disponibili dipendono dalla macchina attualmente selezionata e dai tipi di pezzo grezzo attivati nelle impostazioni del programma.
- Dalla barra delle icone a destra dell’elenco di selezione, selezionare il gruppo di parametri di lavorazione che si desidera modificare.
- I parametri di lavorazione della combinazione selezionata del gruppo di parametri e del tipo di pezzo grezzo vengono visualizzati nell’area centrale della finestra.
Modifica dei parametri di lavorazione specifici del tipo di pezzi grezzi
Le impostazioni delle cavità sono suddivise in impostazioni per cavità in inlay/onlay, Veneer e tutte le altre indicazioni.
La barra delle icone per la selezione del gruppo parametri di lavorazione
È possibile visualizzare i seguenti parametri di lavorazione, a seconda del tipo di pezzo grezzo selezionato e del gruppo di parametri di lavorazione:
In quest’area è possibile attivare o disattivare gli utensili per i passaggi di finitura opzionali. Questi ulteriori passaggi di finitura possono aumentare significativamente la qualità della lavorazione, ma ne aumentano anche la durata. Gli utensili opzionali vengono designati con i relativi codici di corrispondenza.
| Icona |
Area di applicazione |
Codice di corrispondenza | Funzione | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
|
Parametri generali |
|
|
||||||||||
|
|
Lato superiore del restauro (fessure e aree interdentali) |
|
|
||||||||||
|
|
Superfici esterne nel lato inferiore del restauro (aree interdentali) |
x060-Rx-xx |
Per lavorare aree ristrette, ad es. le aree interdentali dei ponti |
||||||||||
|
|
Cavità |
x060-Rx-xx |
Per lavorare aree strette nelle cavità che, ad esempio, possono verificarsi occasionalmente nelle corone anteriori |
||||||||||
|
|
Cavità di inlay / onlay |
x060-Rx-xx |
Per lavorare aree strette all’interno delle cavità di inlay / onlay |
||||||||||
|
|
Cavità su veneer |
x060-Rx-xx |
Per lavorare aree strette all’interno delle cavità dei veneer |
||||||||||
|
|
Perforazioni |
|
|||||||||||
|
|
Annesso |
|
|||||||||||
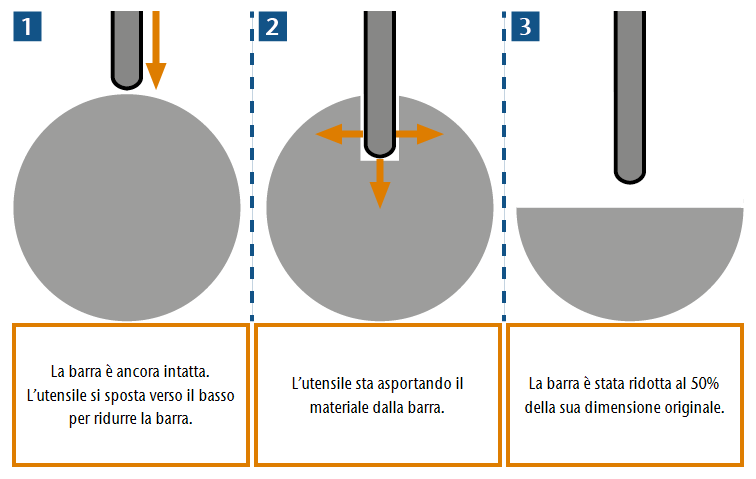

Come vengono ridotte le barre (diagramma)
Esempio: Se si seleziona 30%, le barre vengono ridotte fino a raggiungere una dimensione pari al 30% della dimensione originale.
Quando si lavorano materiali più morbidi, le barre dovrebbero di solito essere ridotte in misura minore rispetto alla lavorazione di materiali più duri.
Se si riducono troppo le barre o si utilizzano troppe barre ridotte quando si lavora con materiali più morbidi, gli oggetti potrebbero cadere sul fondo del vano di lavoro durante la lavorazione edanneggiarsi.
Alcuni tipi di pezzi grezzi possono essere lavorati a umido o a secco. Se si utilizza una macchina in grado di lavorare a umido e a secco, per questi tipi di grezzo è possibile passare tra una modalità di lavorazione e l’altra come segue:
- Selezionare il tipo di pezzo grezzo dall’elenco nella colonna di sinistra.
- Aprire i parametri generali selezionando l’icona seguente:

- Accanto all’etichetta Lavorazione a umido viene visualizzata una delle seguenti icone:
- Il tipo di pezzo grezzo verrà lavorato a umido:

- Il tipo di pezzo grezzo verrà lavorato a secco:

- Per modificare la modalità di lavorazione per tutti i lavori futuri che utilizzano questo tipo di pezzo grezzo, selezionare l’icona.
- L’icona cambia colore e si è passati all’altra modalità operativa.
Se l’icona non viene visualizzata, non sarà possibile passare da una modalità di lavorazione all’altra per il tipo di pezzo grezzo o la macchina selezionati.
Con la barra dei valori Sovradimensionamento accoppiamento è possibile specificare il diametro degli accoppiamenti in millimetri. Più basso è il valore, meno materiale viene rimosso e più stretto sarà l’accoppiamento. Più alto è il valore, più materiale viene rimosso e più ampio sarà l’accoppiamento.
Il sovradimensionamento degli accoppiamenti deve essere spesso adattato al materiale dal momento che i singoli materiali reagiscono in modo diverso alle forze fisiche esercitate dall’utensile. Con questo parametro si allargano o si restringono i singoli accoppiamenti per garantire che la loro lavorazione sia ottimale per il materiale utilizzato. Regolando il sovradimensionamento degli accoppiamenti in dentalcam non è necessario farlo nel programma CAD.
Una parte importante nel calcolo dei job consiste nel determinare l’utilizzo degli utensili per le singole fasi di lavorazione. Questa informazione determina anche quando cambiare gli utensili, ovvero la sequenza di utilizzo degli utensili. È possibile influenzare questa sequenza selezionando una delle seguenti voci dall’elenco a discesa Sequenza utilizzo utensile:
- Lavorazione parallelaLa sequenza di utilizzo degli utensili viene determinata in base agli utensili: La macchina recupera un utensile e lavora nel pezzo grezzo tutti gli oggetti che richiedono quell’utensile. Solo quando l’utensile non è più necessario per nessun oggetto, la macchina recupererà l’utensile successivo. Questo processo viene ripetuto fino a quando tutti gli oggetti saranno completamente lavorati con tutti gli utensili necessari.
- Lavorazione singolaLa sequenza di utilizzo degli utensili viene determinata in base agli oggetti: la macchina lavora completamente ciascun oggetto con tutti gli utensili ad esso necessari prima di passare all'oggetto successivo. Questo processo viene ripetuto fino a quando tutti gli oggetti saranno completamente lavorati (raccomandata).
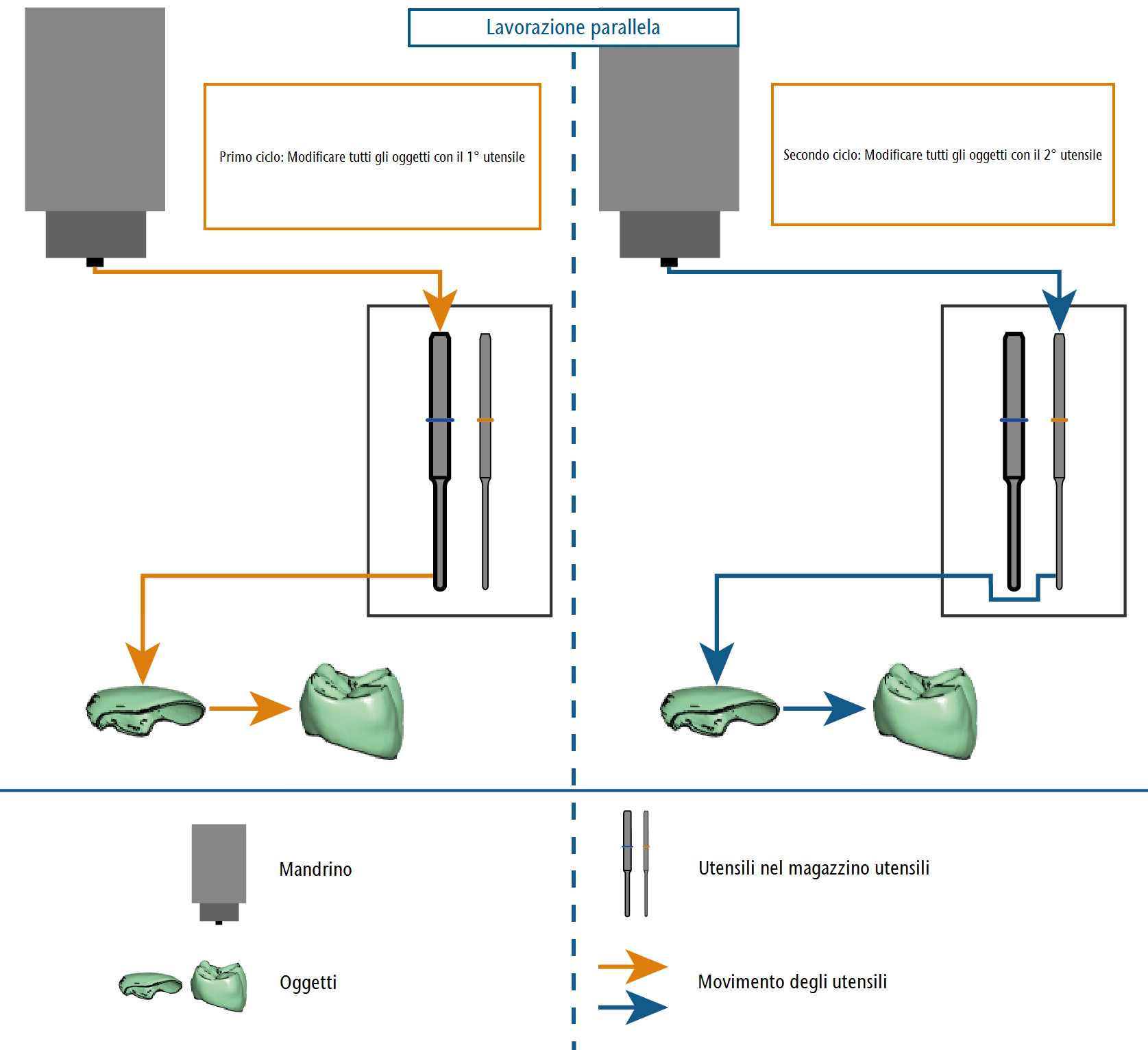
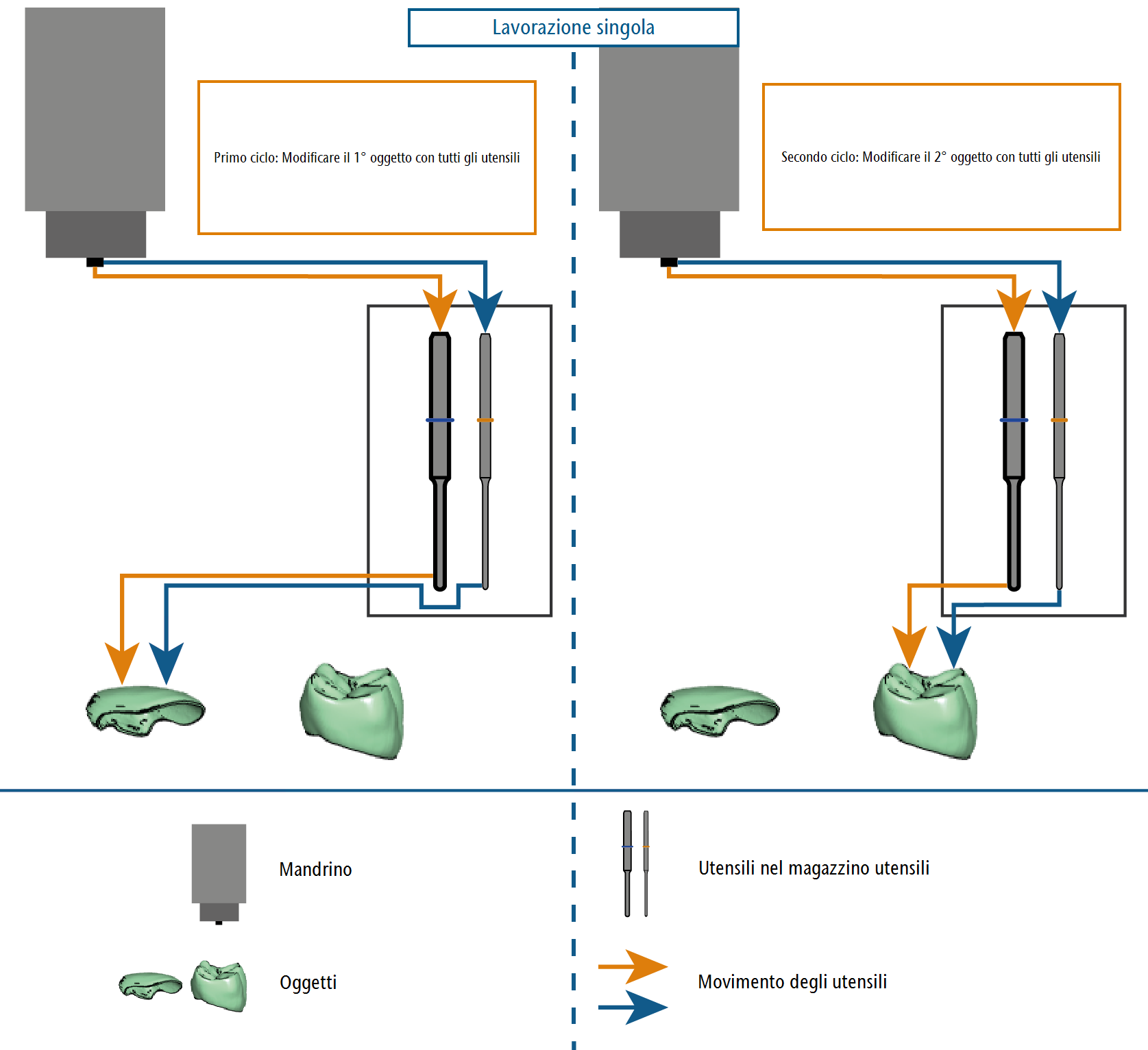
Diagramma: confronto delle sequenze di utilizzo degli strumenti
Se si utilizzano barre ridotte in un job, tenere presente che verranno ridotte dopo che tutti gli oggetti con cui sono connesse saranno stati completamente lavorati. Se si attiva Lavorazione parallela, le barre possono essere ridotte solo alla fine della lavorazione, poiché quello è il momento in cui tutti gli oggetti sono completamente lavorati. Se si attiva Lavorazione singola, le barre verranno ridotte durante la lavorazione non appena i singoli oggetti sono completamente lavorati.
| Sequenza utilizzo utensile | Vantaggi | Svantaggi |
|---|---|---|
| Lavorazione parallela |
|
|
| Lavorazione singola |
|
|
La lavorazione precisa delle cavità è molto importante. Ad esempio, quando si fabbricano corone telescopiche, la corona secondaria deve adattarsi perfettamente alla corona primaria. Per ottenere risultati ottimali "fuori dalla macchina" senza ulteriore lavoro manuale, dentalcnc è in grado di interrompere la lavorazione per consentire il controllo visivo delle cavità. Se non sono sufficientemente precise, la macchina può rielaborarle più volte fino a quando non si è soddisfatti del risultato.
Questa funzione richiede la presenza durante la lavorazione e l’utilizzo del computer CAM; diversamente la lavorazione non potrà continuare. Pertanto si consiglia di attivare questa funzione solo se si fabbricano oggetti con cavità che richiedono una precisione straordinaria.
- Per utilizzare questa funzione, attivare l’opzione Controllare manualmente le cavità durante la lavorazione per il tipo di pezzo grezzo desiderato.
- Specificare la sequenza di lavorazione degli oggetti all’interno di un pezzo grezzo selezionandola dall’elenco a discesa Sequenza di lavorazione.
- DirectMill ottimizzatodentalcam determina l’ordine migliore per la lavorazione basata su DirectMill, per far sì che sia possibile avviare la lavorazione subito dopo l’avvio del calcolo. Se si desidera trarre vantaggio dalla funzione DirectMill e risparmiare il maggior tempo possibile, selezionare questa voce.
- Da sinistra a destraLa macchina inizia con il primo oggetto a sinistra e termina con l’ultimo oggetto a destra.
- Da ogg. più piccolo a più grandeLa macchina inizia con l’oggetto più piccolo e termina con il più grande.
- Secondo l’elencoLa macchina lavora gli oggetti secondo l’elenco di importazione, partendo dall’alto. L’elenco di importazione fa parte della vista Importazione STL.
Quando si fabbricano oggetti su impianto, come gli abutment, la foratura in cui viene inserito il perno in titanio (la base) deve essere lavorata ad altissima precisione per una perfetta aderenza. Per ottenere questo risultato, è possibile specificare quante volte il processo di finitura di questi fori verrà ripetuto durante la lavorazione. Un numero più alto si tradurrà in una maggiore precisione, ma anche in tempi di lavorazione più lunghi.
- Utilizzare l’icona
 per aumentare il numero di processi di finitura o l’icona
per aumentare il numero di processi di finitura o l’icona  per diminuirlo.
per diminuirlo.
È possibile utilizzare un apposito utensile per la finitura di cavità nelle corone secondarie:
- M200-R4-32-C (utilizzato con macchine a 4 assi) o
- M200-R4-35-C (utilizzato con macchine a 5 assi)
Esiste anche una versione di ciascun utensile senza l’estensione -C per l’utilizzo standard. Geometricamente, le 2 versioni sono identiche. Le 2 versioni esistono in modo tale che dentalcnc possa differenziarne l’impiego. Per una panoramica degli utensili, vedere tabella degli utensili.
L’utilizzo di uno strumento apposito per questa fase di lavorazione consente di ottenere migliori valori di durata dell’utensile e può aumentare la qualità della finitura.
Per attivare gli utensili:
- Selezionare CoCr nell’elenco dei tipi di pezzo grezzo.
- Dalla barra delle icone, selezionare l’icona delle cavità.
- Attivare l’opzione Utilizzare utensile di finitura speciale per corone secondarie.
- In dentalcnc, aggiungere l’utensile M200-R4-32-Co M200-R4-35-C al magazzino utensili virtuale. Maggiori informazioni sulla gestione degli utensili:.
- Aggiungere l’utensile vero e proprio alla posizione corrispondente nel magazzino utensili della macchina.