Mounting and removing blanks
The workflow for restoration is as follows:
→
→
→
→
→
→
→
The machine can process the following blanks:
-
- Blocks, max. size: 45 x 20 x 20 mm (L/D/H)*
- Prefabricated abutments*
Extra equipment![]() Physical component which must be obtained separately and which adds new functionality to your machine. can be obtained from your customer service provider.
Physical component which must be obtained separately and which adds new functionality to your machine. can be obtained from your customer service provider.
The tools used for cobalt chrome blanks are shorter than tools for other materials. Only cobalt-chrome blanks with a maximum thickness of 18 mm can be machined.
How to mount the different blank types
| Blank type | Holder required? | Mount like this |
|---|---|---|
|
Discs |
No |
Discs |
|
Blocks |
Yes |
Blocks >> Block holder >> Blank magazine |
|
Prefabricated abutments |
Yes |
Prefabricated abutments >> Prefabricated abutment holders |
* 8 blank frames are provided with the machine
Mounting discs in the blank holder
-
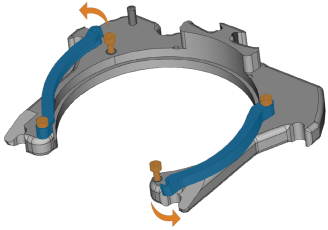
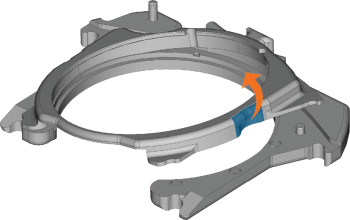
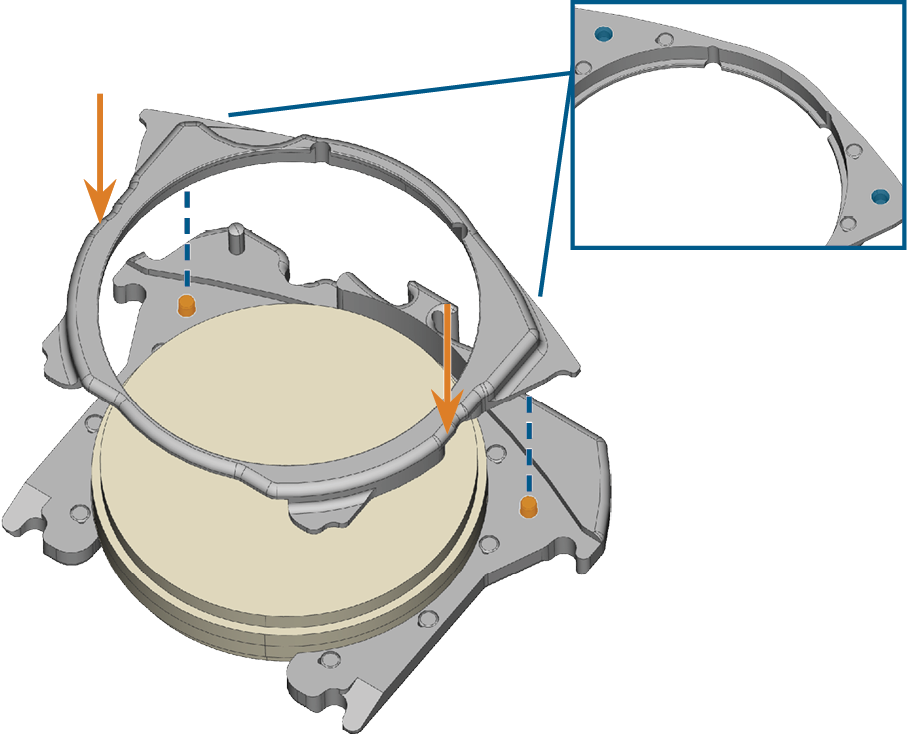
Loosen the 4 fixing screws (marked orange) of the blank frame and open the fixing brackets (marked blue). Do not remove the screws.
- Remove all items from the blank frame.
- Insert the desired disc into the blank frame.
-
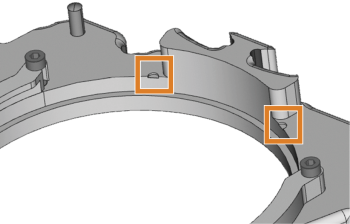
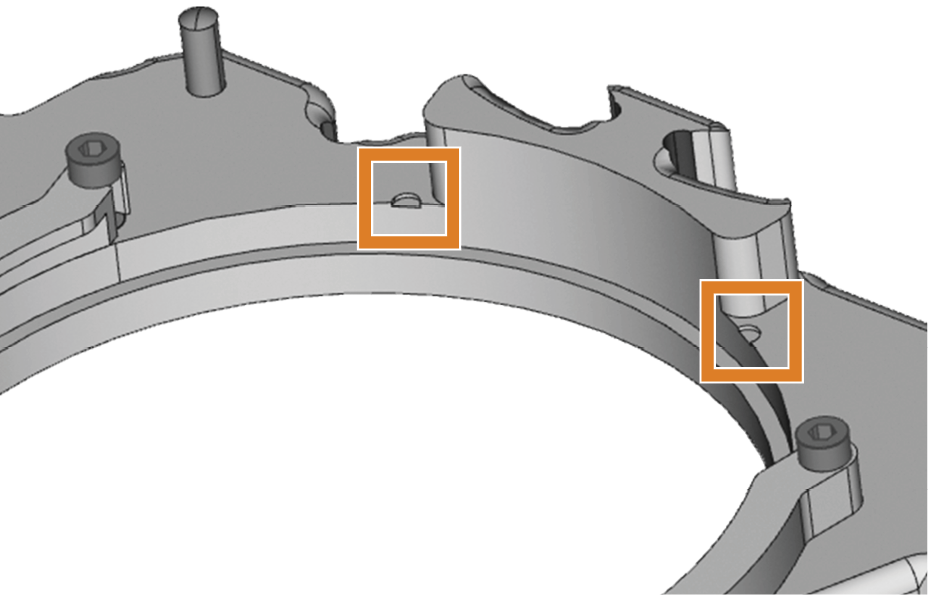
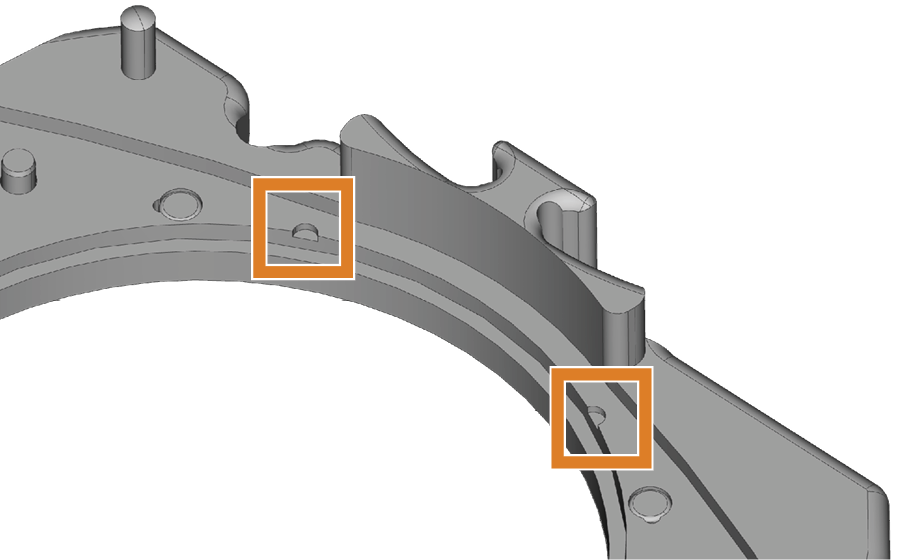
If the disc has been marked for remounting, rotate the disc until the marking is aligned with the corresponding recesses (marked orange) in the blank frame.
-
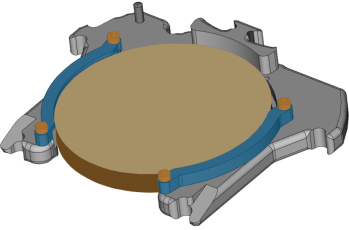
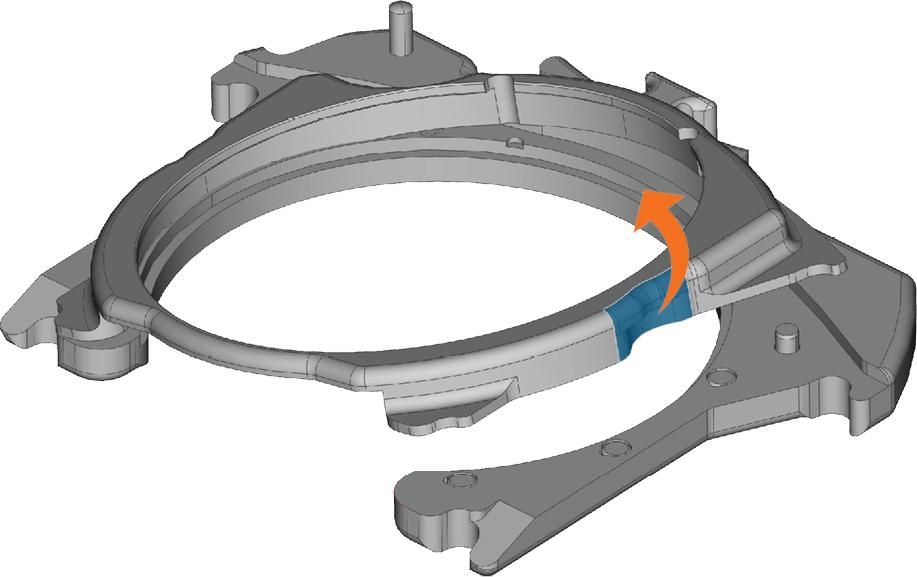
Close the fixing brackets (marked blue) of the blank frame and tighten the fixing screws (marked orange).
(Optional) Using QuickFrame
The QuickFrame is a blank frame that uses magnets to hold the blank in place. It is suitable for PMMA and zirconia discs with a disc rim height of 10 to 10.3 mm.
The QuickFrame is available from customer service.
- Place the blank frame on an even surface.
- With one hand, hold the blank frame and the mounted disc (if any).
-
To remove the cover of the blank frame, lift it on the side with your other hand. Use the recess (marked blue) on the left and right side of the cover.
-
Remove all items from the blank frame.
NOTICEDamage to the machine or poor machining results due to insufficient fixation of the blank
If you do not completely clean the blank frame and especially the magnets or if you do not correctly place the cover of the blank frame, the blank may not be properly fixated. As a result, the machine and tools may get damaged and the machining results may not be satisfactory.
- Before placing a disc, thoroughly clean the blank frame, especially the magnets, positioning pins and recesses.
- Always place the cover of the blank frame so that it fits on the positioning pins and is flush with the bottom part of the blank frame.
-
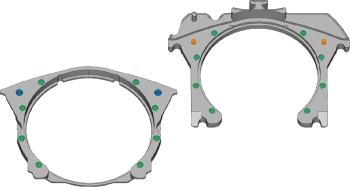
Clean the bottom part and the cover of the blank frame with a cloth. Especially clean the magnets (marked green), positioning pins (marked orange) and recesses (marked blue). Use a mild cleaning agent if necessary.
- Insert the desired disc into the blank frame.
-
If the disc has been marked for remounting, rotate the disc until the marking is aligned with the corresponding recesses (marked orange) in the blank frame.

-
To place the cover of the blank frame, position the recesses (marked blue) of the cover on the positioning pins (marked orange) of the blank frame. Make sure that the cover is flush with the bottom part of the blank frame.
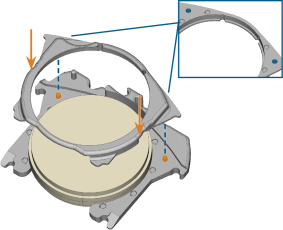
- The cover is held in place by magnets. The disc is mounted to the blank frame.
NOTICE! The cover of the blank frame is held in place by magnets. When you remove the cover, the blank is no longer secured and may fall out when you tilt the blank frame.

Mounting blocks to the block holder
You can mount up to 3 blocks to the block holder.
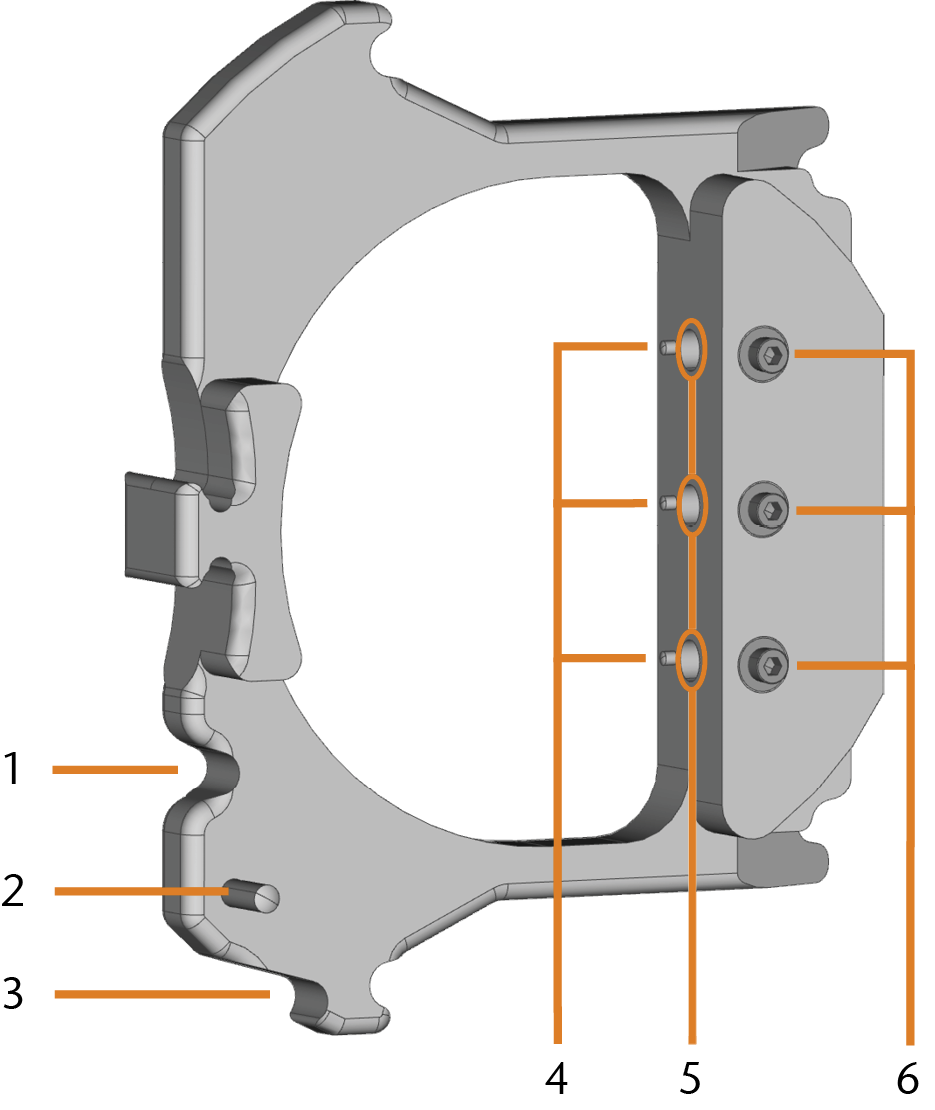
The S5 block holder
- Upper positioning groove
- Clamping bolt
- Lower positioning groove
- Positioning pin (x 3)
- Hole for block shafts (x 3)
- Fixing screw (x 3)
-
CAUTION!Wear gloves.
-
The block type, the number of blocks and the block positions must correspond to the corresponding job in dentalcam.
-
Loosen the fixing screw at the desired position with the torque screwdriver supplied.
-
If the block is multilayered, align the blank so that the top layer of color is on top.
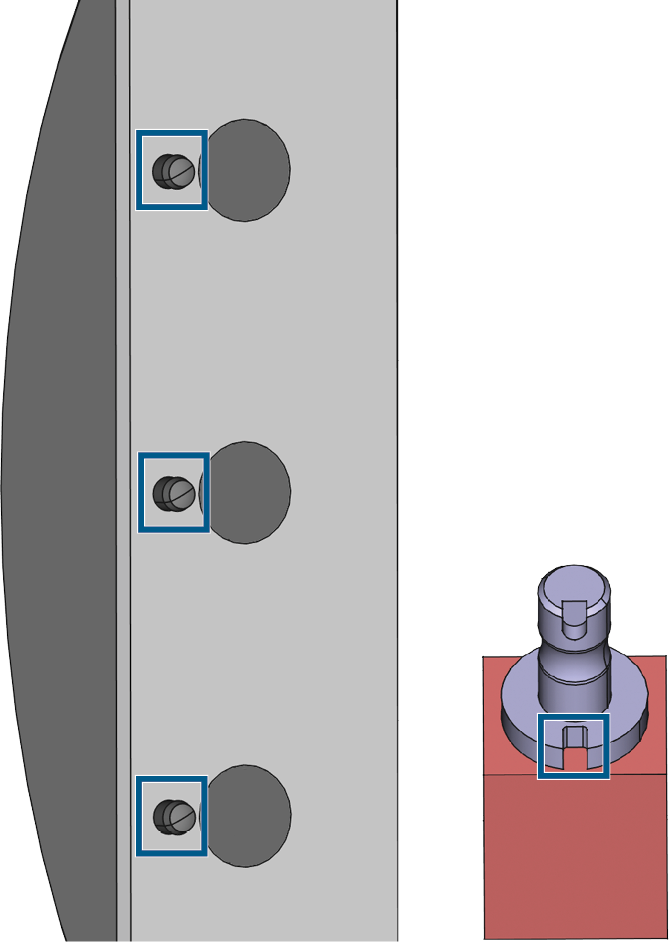
-
Position the block so that the positioning pin at the block holder (markings on the left) lies in the groove in the block shaft (marking on the right).
-
Insert the shaft of the block into the desired position in the block holder until it is firmly seated.
-
Use the torque screwdriver supplied to fix the block with the corresponding fixing screw. Tighten the screw firmly.
NOTICE! Tool breakages and defective machining results due to incorrect block assignment
Using an optional abutment holder
With an optional abutment holder, your machine can process prefabricated abutments with prefabricated connection geometries.
Abutment holders for common abutment systems can be obtained from customer service.