观看视频

YouTube 视频 - 观看此类视频会将个人信息发送给 YouTube, LLC, USA。 隐私声明
-
准备好:
-
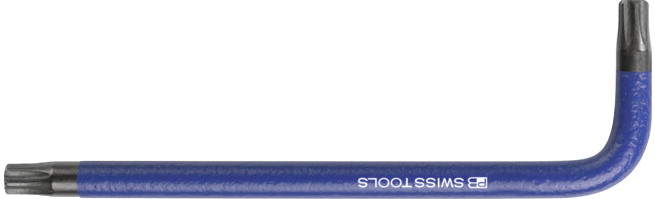
1 x 偏置螺丝刀 TX25

-
1 x 扭力螺丝刀 带 TX25 钻头(随备件提供)的 5.0 Nm 扳手

-
1 x 备用 A-B 轴模块

-
1 x 钻孔刀头位置的钻头(2.8 毫米)

-
1 x 校准套件

-
1 x 侧切刀

-
-
关闭 dentalcnc。
-
打开加工室门。
-
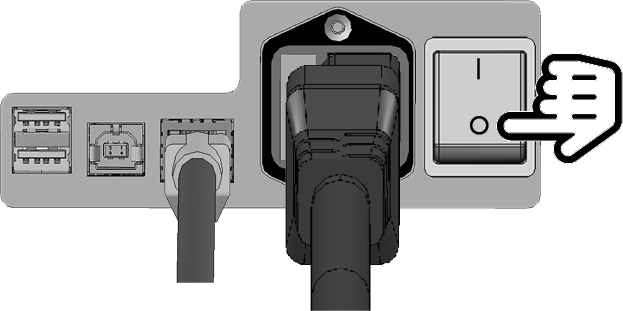
关闭机器的主电源开关。
-
小心!戴上手套。
-
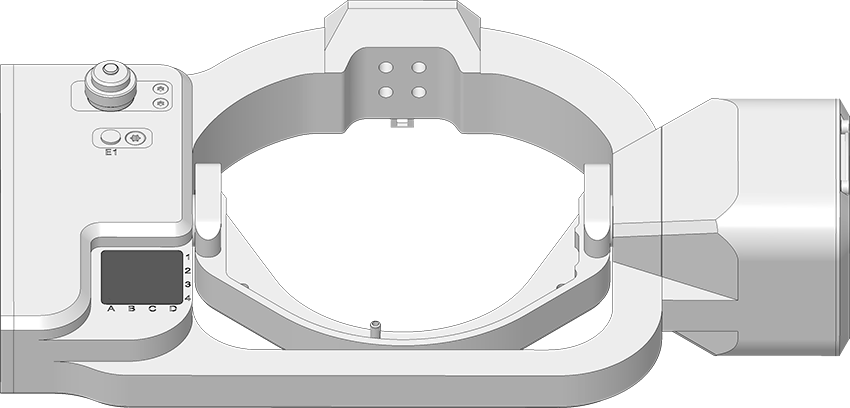
注意! 从刀库中取出所有刀具,并从橡胶块 E1 中取出 AirTool。


-
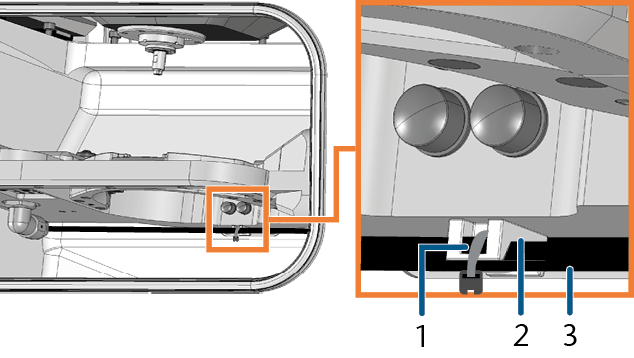
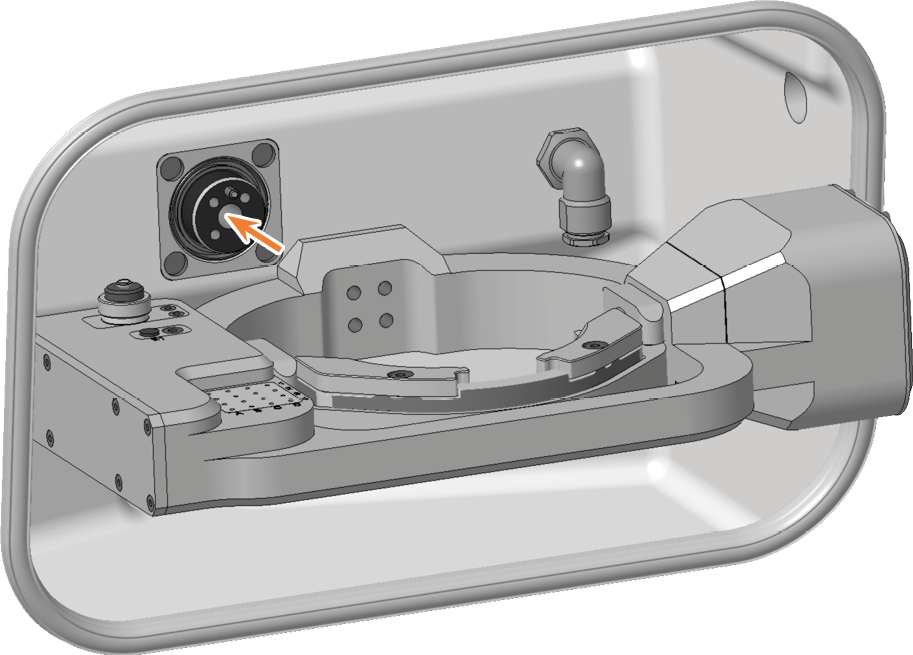
从电缆插座上断开 A-B 轴模块的 A 轴电缆。

-
电缆扎带
-
电缆插座
-
A 轴电缆
-
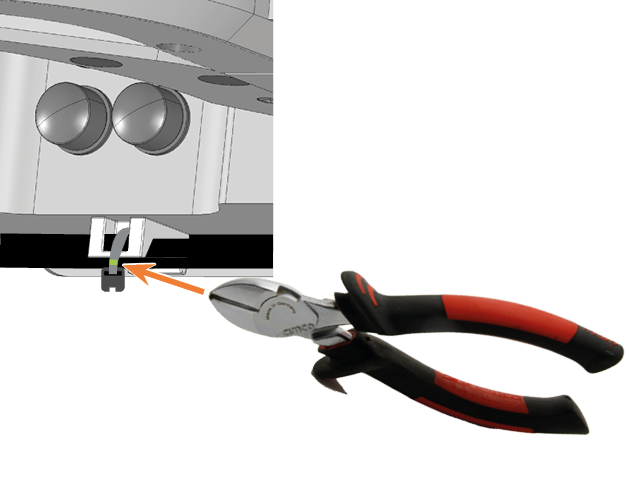
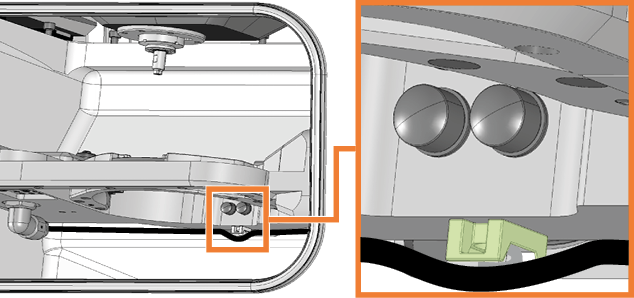
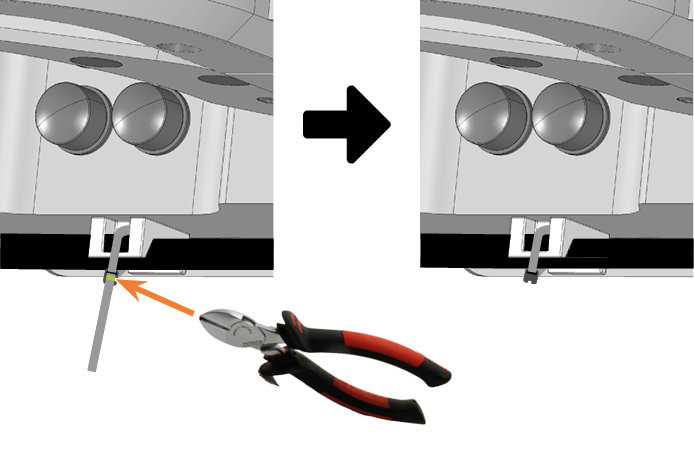
用侧切刀在切割线(标记为绿色)处小心翼翼地切断电缆扎带。在此过程中切勿损坏 A 轴电缆。
-
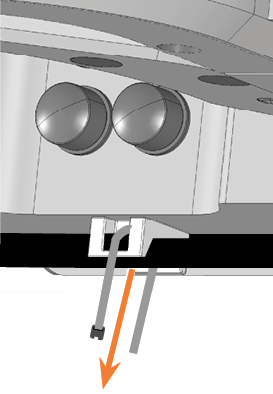
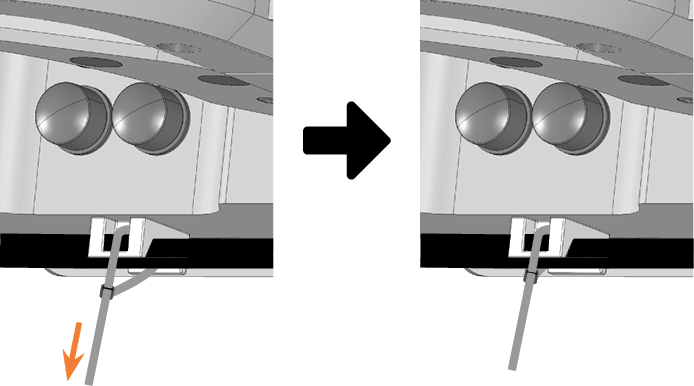
从电缆插座中向下拉出 A 轴电缆。
-
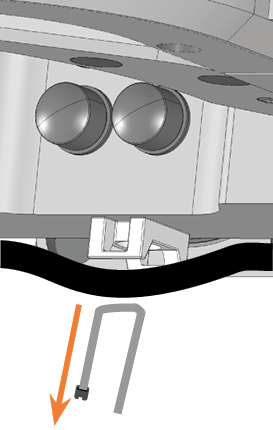
取出电缆扎带。
注意! 如果使用侧切刀太深,会损坏 A 轴电缆。



-
-
断开 A-B 轴模块的 A 电缆。
-
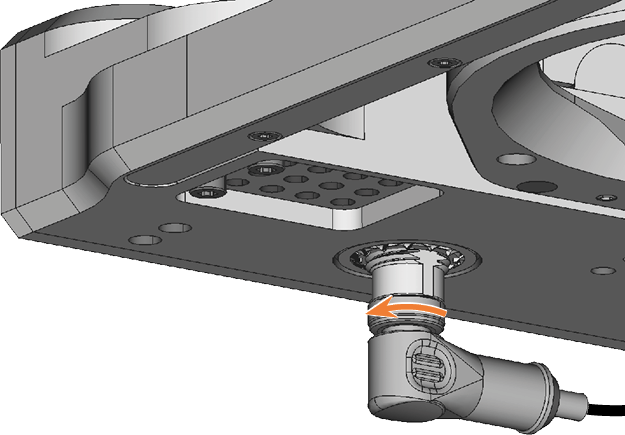
打开 A-B 轴模块底部左侧滚花螺母。
-
握住插头,向下拉动电缆。


-
-
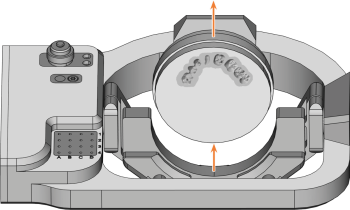
从坯料夹具中取出坯料盘(如果有)。
-
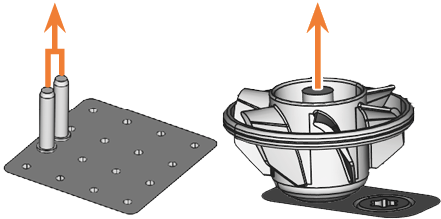
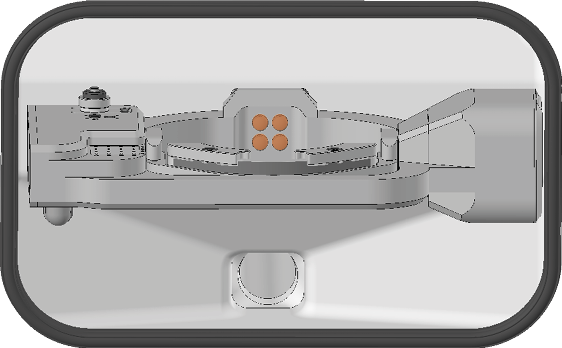
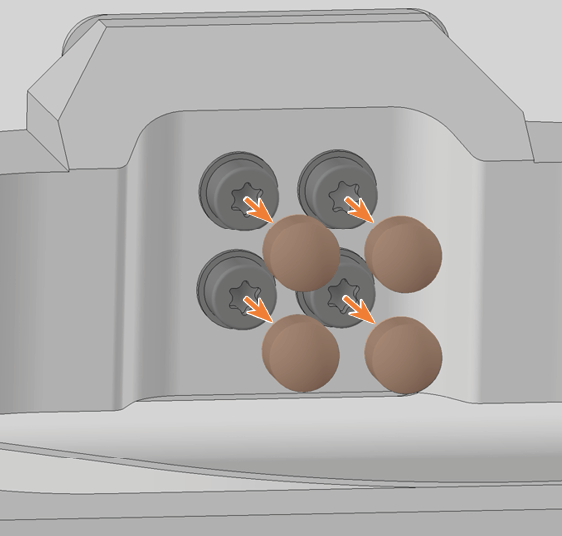
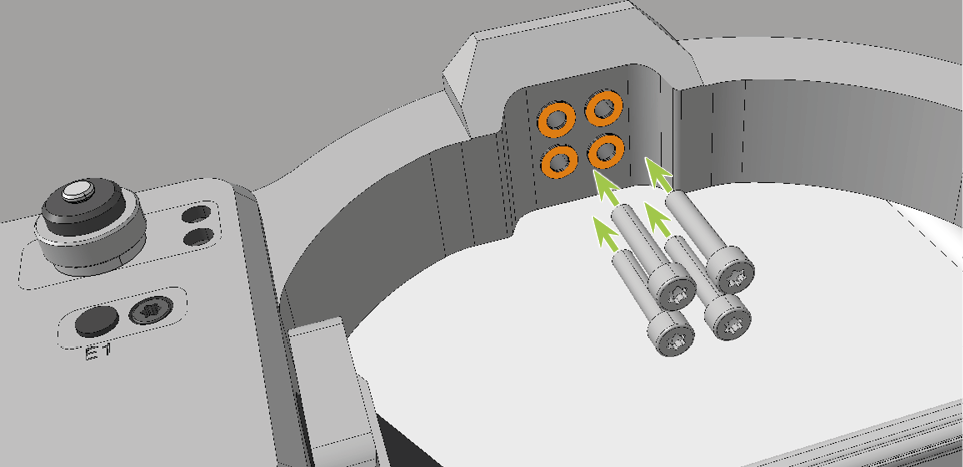
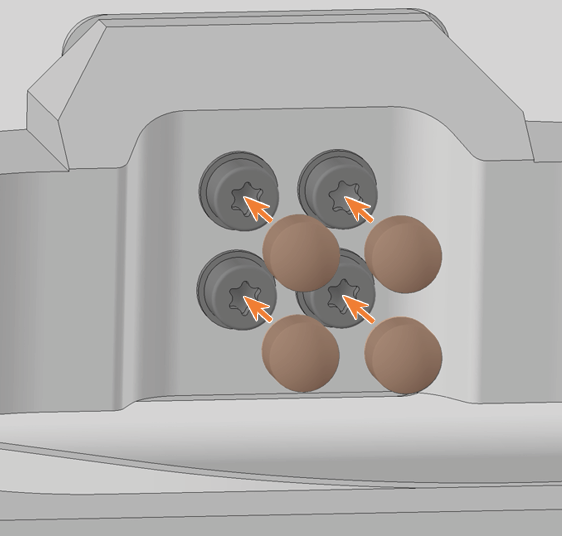
将 4 个盖帽(标记为橙色)从 A-B 轴模块的 4 个固定螺钉上取下。


-
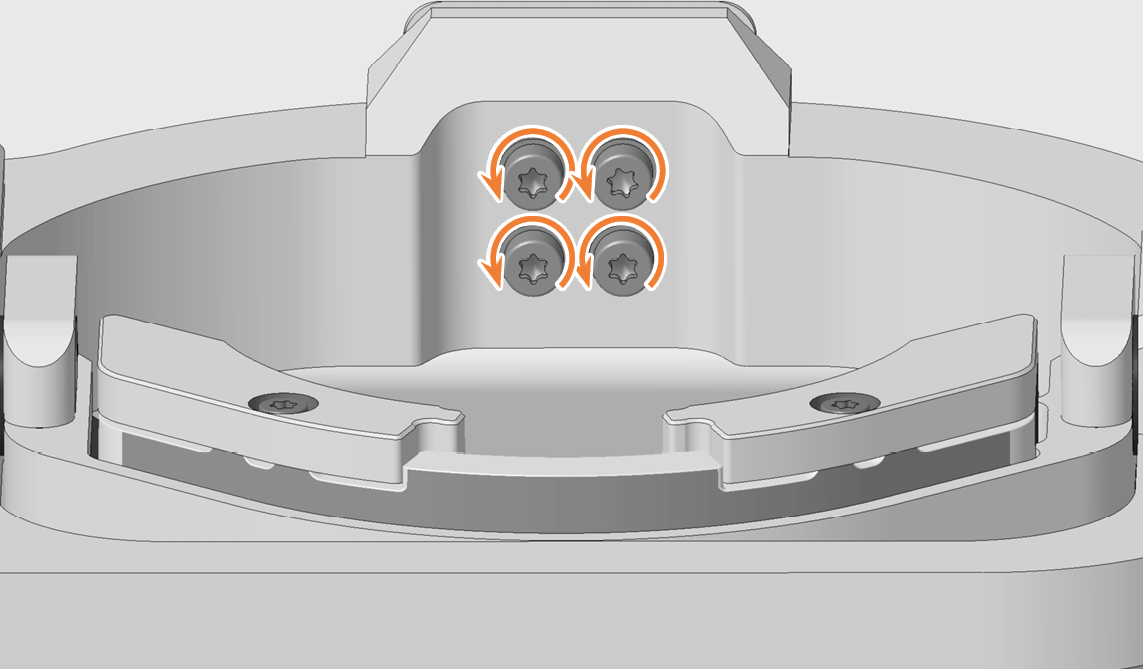
使用偏置螺丝刀拧下 A-B 轴模块的 4 个固定螺钉。连同垫圈一起取出固定螺钉。
-
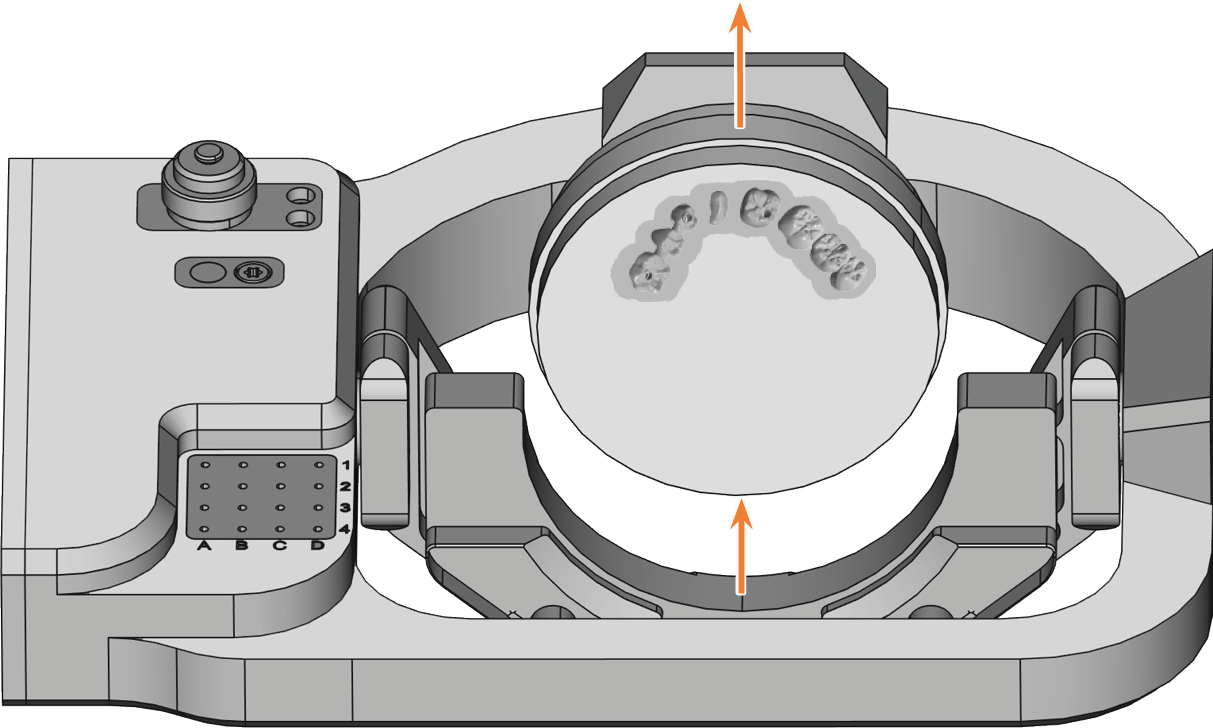
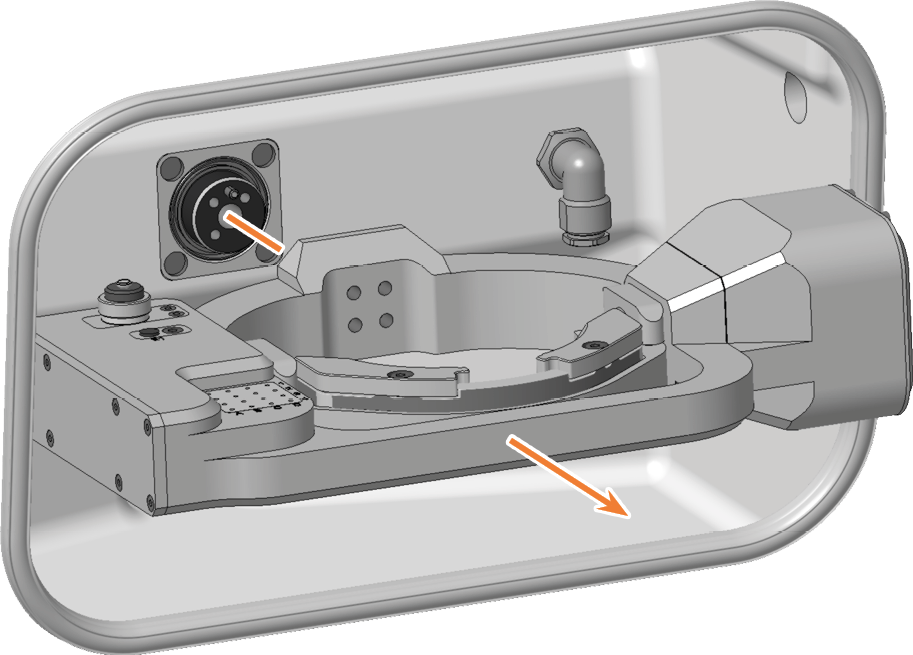
用双手抓住 A-B 轴模块,将其从驱动轴上向前拉出。从工作仓中取出 A-B 轴模块。
-
从拆下的 A-B 轴模块上取出坯料夹具。将坯料夹具安装到替换的 A-B 轴模块上。
请参见以下说明: 更换坯料夹具.
-
使用双手将备用 A-B 轴模块推到驱动轴上。

-
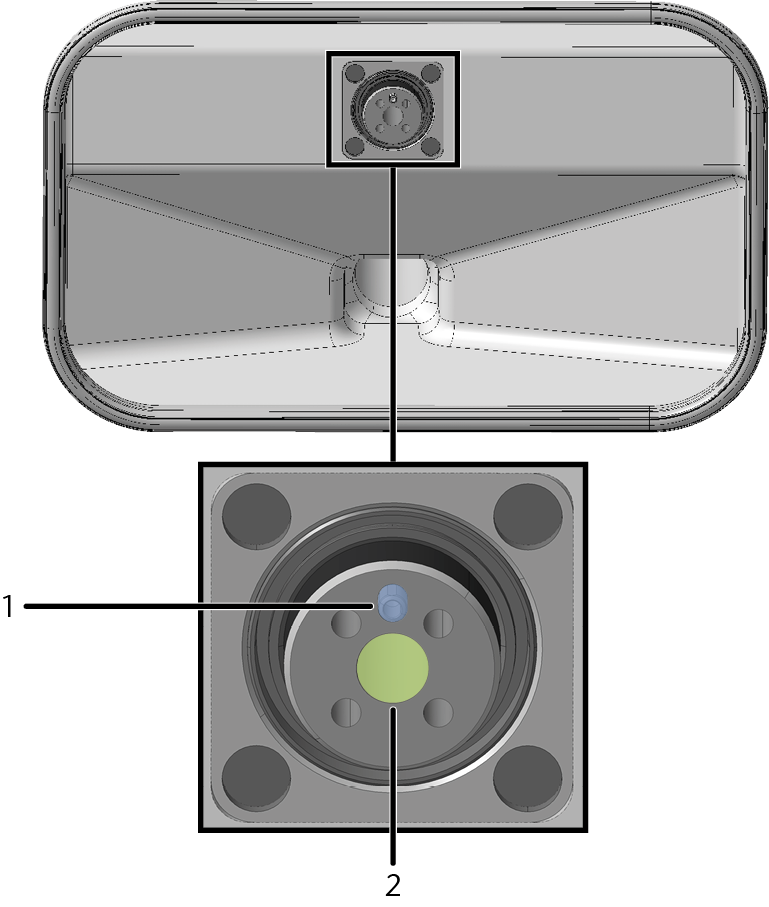
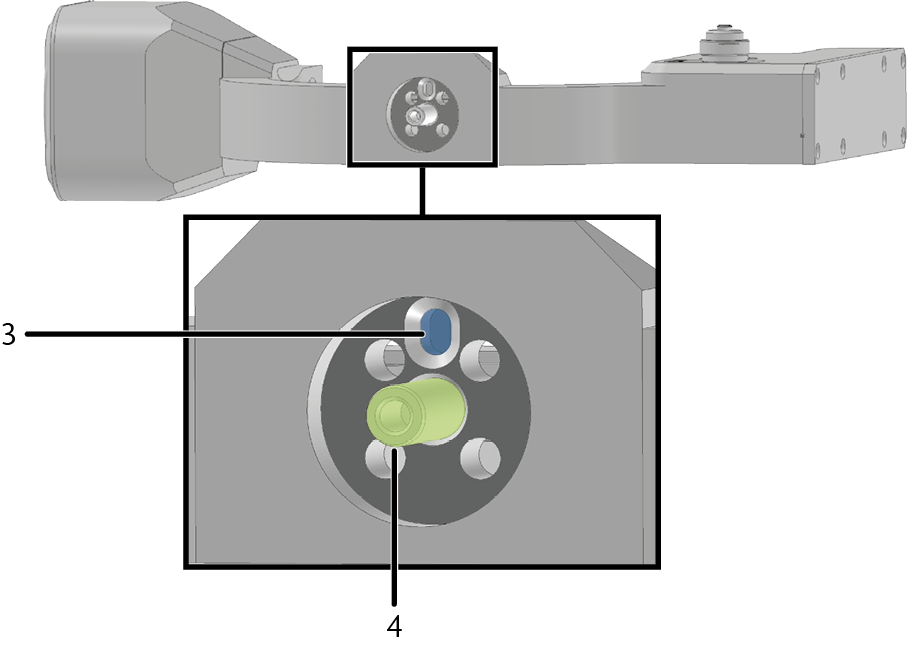
将 A-B 轴模块 (4) 上的定位销插入驱动轴 (2) 的开口中。
-
将驱动轴 (1) 上的定位销插入 A-B 轴模块 (3) 的开口中。
-
-
驱动轴上的定位销
-
驱动轴开口
-
A-B 轴模块开口
-
A-B 轴模块上的定位销
-
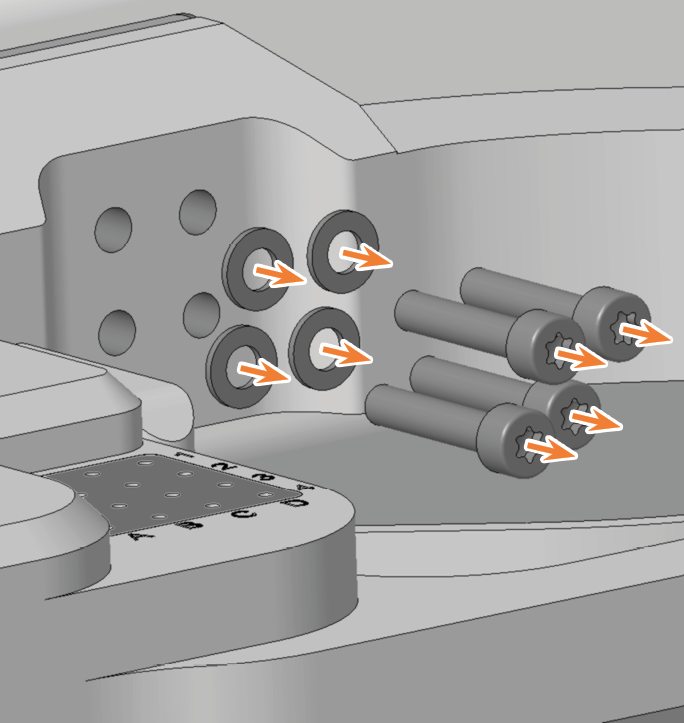
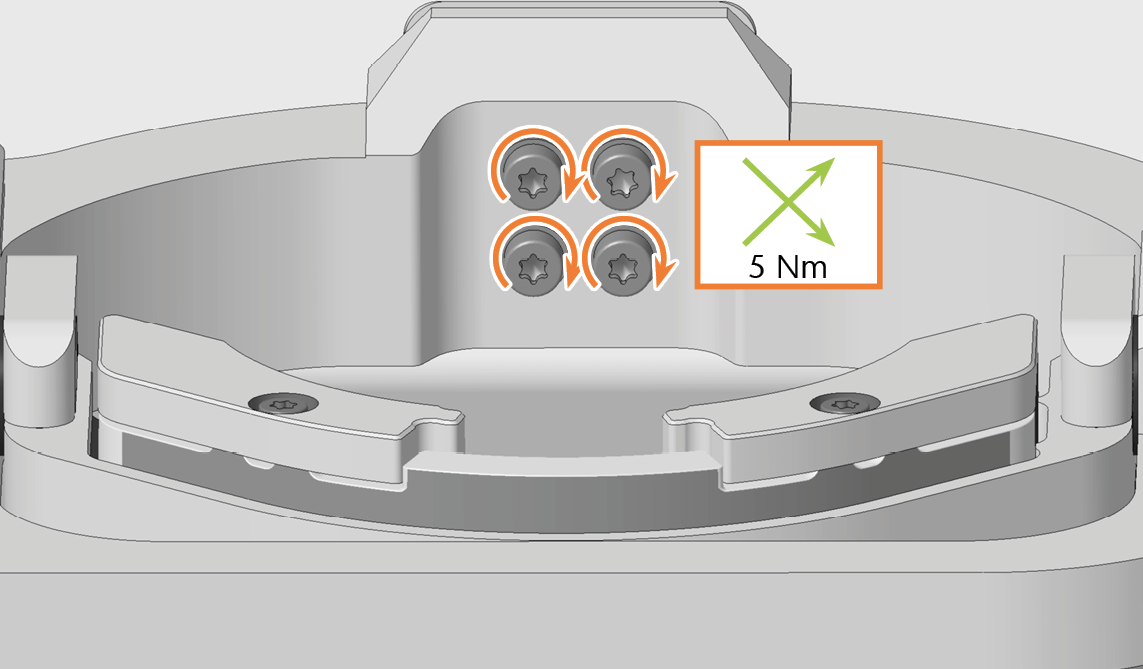
使用扭矩扳手(5.0 Nm,带 TX25 钻头):用 4 个垫圈(标记为橙色)和 4 个固定螺钉沿交叉方向拧紧 A-B 轴模块。
-
将 4 个盖帽安装在 A-B 轴模块的 4 个固定螺钉上。
-
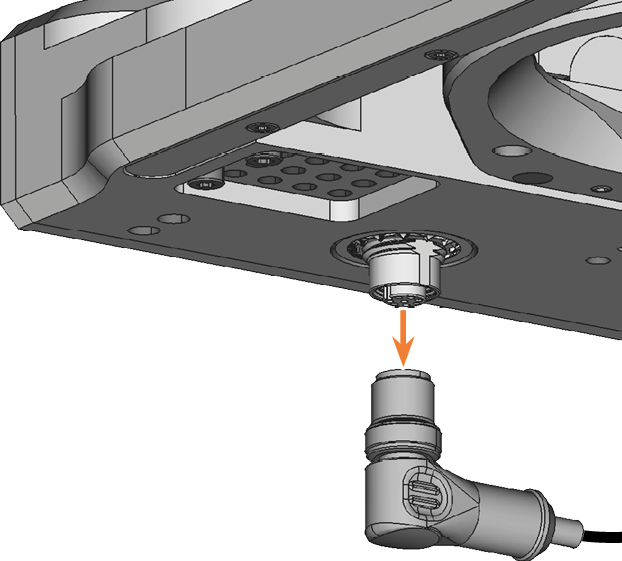
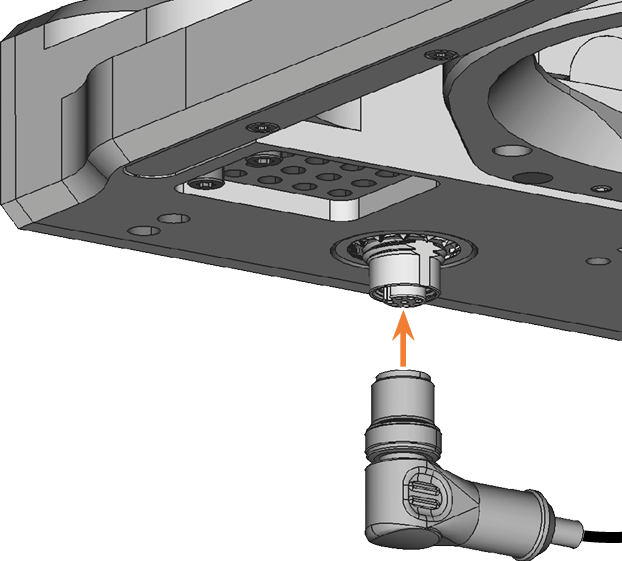
将 A 轴电缆连接到 A-B 轴模块底部左侧的接口:
-
插上电缆插头。
-
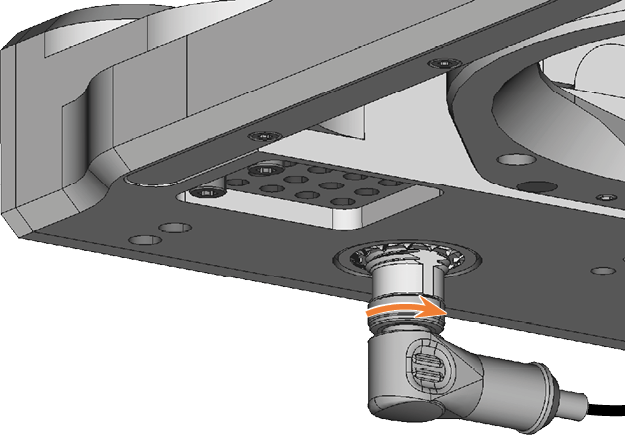
用滚花螺母将插头拧紧。


-
-
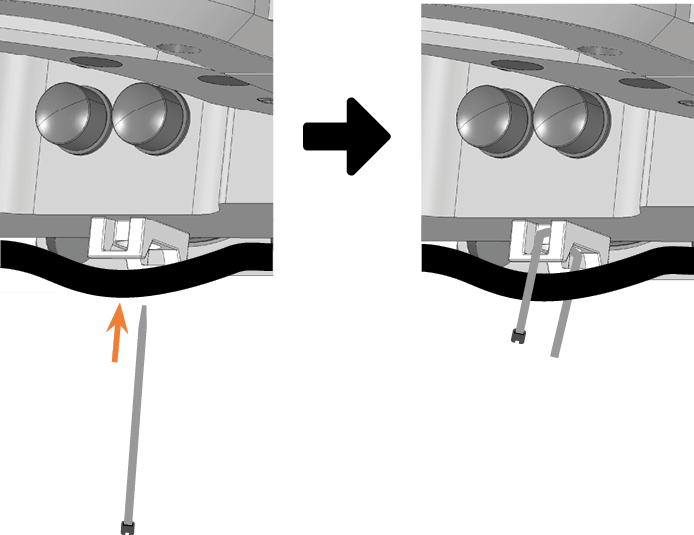
用电缆扎带将 A 轴电缆固定在电缆插座上(标记为绿色):


电缆扎带;标记为橙色的孔
-
从下方将电缆扎带伸入电缆插座。将其弯曲绕在电缆插座的托架上。
-
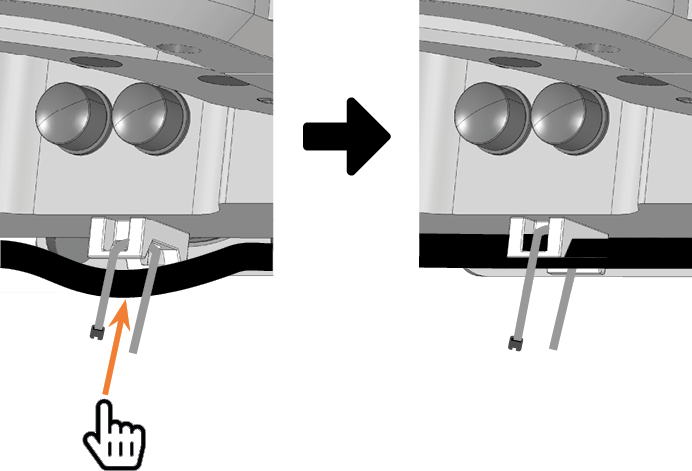
将 A 轴电缆压入电缆插座并保持在此位置。
-
将电缆扎带的无孔端插入电缆扎带的孔中。拉紧电缆扎带。
-
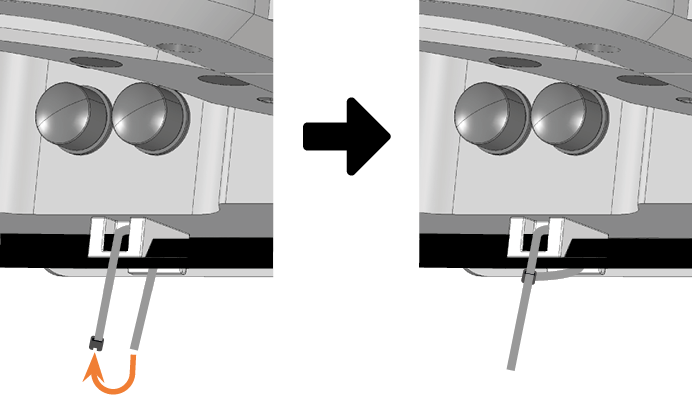
侧切刀切掉电缆扎带的突出部分。





-
-
关闭加工室门。
-
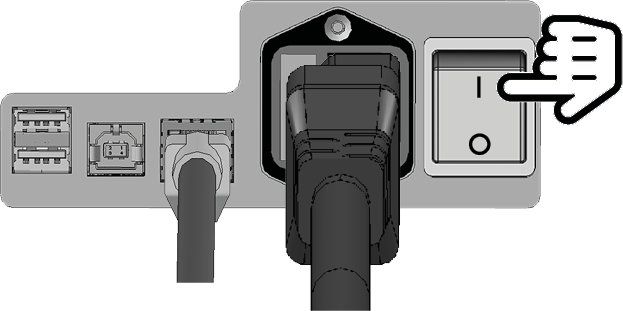
打开机器的主电源开关。
-
启动 dentalcnc。
-
通过手动换刀校准机器:
-
在 dentalcnc 的机器数据视图中激活位置 T17 的手动换刀。
-
在 刀具管理视图 中将校准工具分配给 AirTool 橡胶块 E1。
-
使用 dentalcnc 校准机器。在出现提示时,将校准工具手动插入夹头。
-
使用 dentalcnc 测量对刀仪。
-
在橡胶块中钻出刀具位置。
-
通过自动换刀校准机器:
-
在 dentalcnc 的机器数据视图中禁用位置 T17 的手动换刀。
-
将校准工具插入 AirTool 橡胶块 E1。
-
使用 dentalcnc 校准机器。
-
使用测试盘检查机器的机械精度。
-
如果测试盘超出公差范围,请联系客户服务。
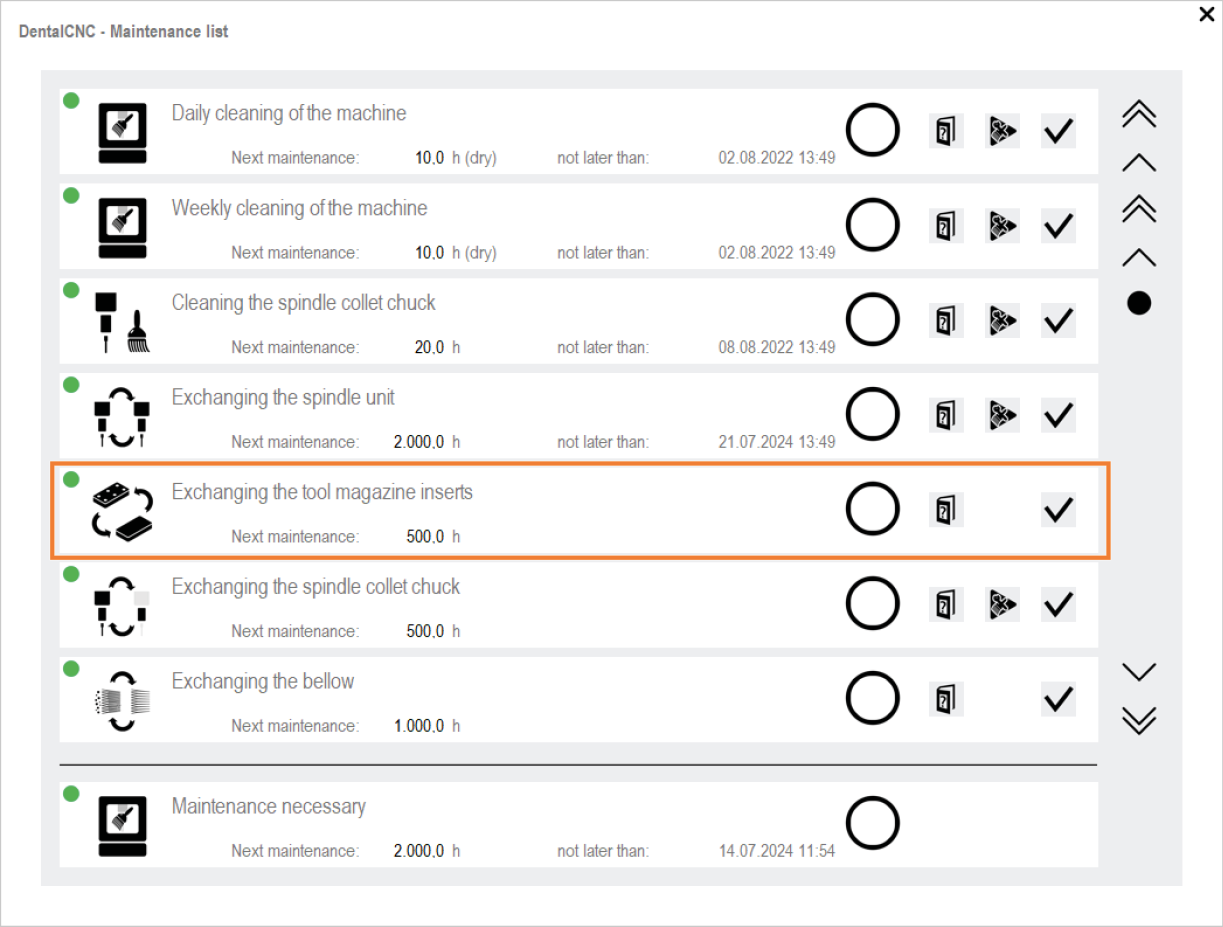
- 在主图标栏中选择以下图标来打开 维护部分窗口:

-
 选择图标更换橡胶块。
选择图标更换橡胶块。