Fraisage des gouttières dentaires thermoformées
Introduction
Certaines machines vhf permettent de détacher des gouttières dentaires créées par thermoformage sur un matériau support modelé individuellement. Pour obtenir un résultat parfait, vous devez être attentif à certains points lors de l’usinage des gouttières dentaires thermoformées.
Vous devez tenir compte de ces aspects de façon systématique, quelles que soient la machine et la tâche :
-
Nettoyez régulièrement la chambre de travail, en particulier la pince de serrage et le porte-pièce.
-
Assurez-vous que vous utilisez le bon outil et qu’il n’est pas usé.
Machines pour le fraisage des gouttières dentaires
Nous recommandons fortement l'utilisation d'outils vhf originaux pour optimiser les résultats et la durée de vie de votre machine et de ses composants.
| Machine | Matériau | Outil |
|---|---|---|
| E3 | Aligneurs standard, jusqu’à 1 mm max. | P140–R1–60 |
Pièces brutes appropriées
La machine peut traiter les pièces brutes suivantes :
![]()
Gouttières dentaires thermoformées sur un modèle d'arcade dentaire avec logement de fixation spécifique vhf.
-
L'épaisseur maximale du matériau de la gouttière dentaire est donnée en TrimCAM .
-
Utilisez le matériau de la gouttière dentaire en fonction des choix proposés sur TrimCAM.
-
-
Le diamètre maximal du matériau de la gouttière dentaire est 125 mm. L'excédent de matériau de la gouttière dentaire doit, le cas échéant, être grossièrement enlevé avant l’usinage.
Les pièces brutes doivent être préparées individuellement avant d'être montées dans la machine.
Préparer les pièces brutes : Aperçu
Conditions préalables
-
Modèle d’arcade dentaire approprié sous forme de fichier STL à partir d’une application CAO
-
Équipement d’impression 3D pour la création du modèle d’arcade dentaire
-
Équipement pour le thermoformage des gouttières dentaires
Mise en œuvre
-
Créez une tâche dans TrimCAM avec le modèle d’arcade dentaire de votre application CAO. Assurez-vous que les exigences relatives au fichier STL sont respectées.
Exigences relatives au fichier STL
TrimCAM ajoute sur la face inférieure du modèle d’arcade dentaire un logement spécifique à vhf, pour la fixation dans la machine.
-
Importez avec le logiciel de l’imprimante 3D le modèle d’arcade dentaire modifié à partir de TrimCAM. Le fichier STL est enregistré dans le répertoire d’exportation attribué lors de l’installation de TrimCAM.
-
Imprimez le modèle d’arcade dentaire avec votre imprimante 3D. Assurez-vous que les exigences relatives à l’impression 3D sont respectées.
Exigences en matière d’impression 3D
Contrôle de la qualité de l’impression 3D avec un échantillon de contrôle
-
Thermoformez la gouttière dentaire. Ce faisant, assurez-vous que :
-
Le modèle d’arcade dentaire est positionné au centre de l’appareil.
-
Le modèle d’arcade dentaire repose sur une base plane et n’est pas encastré.
-
-
Assurez-vous que la pièce brute terminée correspond aux exigences d’un usinage réussi.
Exigences relatives au fichier STL
-
Avec votre application CAO, assurez-vous que le fichier STL exporté répond aux exigences suivantes :
-
Le fichier STL ne peut contenir qu’un seul objet. Fusionnez des sous-objets existants (par exemple des dents individuelles) pour ne former qu’un seul objet.
-
Le modèle d’arcade dentaire doit être suffisamment haut pour permettre le placement de la ligne de découpe.
-
Le modèle d’arcade dentaire ne doit pas contenir de trous.
-
Le modèle d’arcade dentaire ne doit pas contenir de barres transversales entre les rangées de dents.

-
La face inférieure du modèle d’arcade dentaire doit être plane.
-
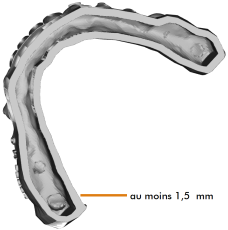
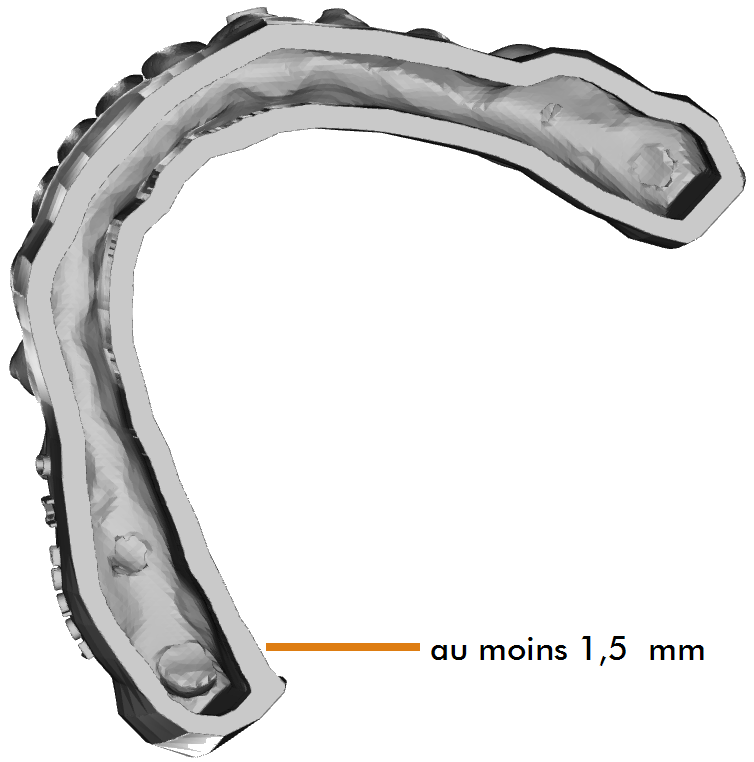
Pour les modèles d’arcades dentaires creux, la paroi doit mesurer au moins 1,5 mm d’épaisseur.
-
Les étiquettes sur les dents doivent être en relief.
-
Les étiquettes sur la gencive doivent être en creux.
-
Les étiquettes doivent être placées à une distance suffisante de la ligne de découpe souhaitée.
-
Aucune étiquette ne doit être apposée sur la face inférieure du modèle d’arcade dentaire.
-
Le nom de fichier ne doit pas contenir d’accents ou de caractères spéciaux.


Exigences en matière d’impression 3D
-
Tenez compte des points suivants lors de la préparation du modèle pour l’impression 3D :
-
Les meilleurs résultats de fraisage sont obtenus lorsque la face inférieure du modèle n’est pas modifiée et que les supports sont évités.
-
Si des supports sont nécessaires :
-
Les supports situés sur la face inférieure plane doivent pouvoir être enlevés sans laisser de résidus.
-
Les supports ne doivent pas être placés dans le logement destiné à la fixation.
-
-
Si le logement destiné à la fixation nécessite un orifice pour l’écoulement de la résine, cet orifice doit être placé sur le grand évidement du logement.
-
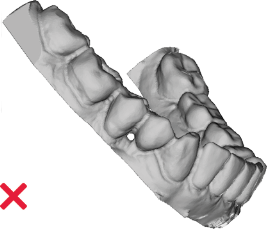
Aucune étiquette ni aucun marquage en relief ne doivent être utilisés.
Orange : supports amovibles uniquement
Rouge : aucun support
-
Pour garantir le montage en toute sécurité des pièces brutes dans la machine, vérifiez vos réglages d’impression, éventuellement avec un échantillon de contrôle.
Contrôle de la qualité de l’impression 3D avec un échantillon de contrôle
-
Vérifiez le modèle d’arcade dentaire après impression :
AVIS ! Respectez les indications relatives au nettoyage et au durcissement figurant dans la documentation de l’imprimante et de la résine.
-
Imprimante à résine : nettoyez le modèle d’arcade dentaire avant le durcissement final. Retirez notamment tous les résidus du logement destiné à la fixation. Utilisez une brosse si nécessaire.
-
Imprimante à résine : laissez durcir le modèle d’arcade dentaire final.
-
Vérifiez que la géométrie du modèle d’arcade dentaire est correcte.
-
Retirez complètement les supports.
-
Imprimante à filament : le cas échéant, éliminez les résidus se trouvant au niveau des transitions entre les contours.
Contrôle de la qualité de l’impression 3D avec un échantillon de contrôle
Les réglages d’impression et la qualité qui en résulte sont déterminants pour la sécurité du montage des pièces brutes dans la machine. En particulier, l’effet dit « pied d’éléphant » peut altérer le logement destiné à la fixation de la pièce brute. En effet, une étendue excessive des premières couches imprimées entraîne une déformation du modèle.
Pour vérifier la qualité d’impression et assurer la fixation dans la machine, vous pouvez créer un échantillon de contrôle et tester le montage. L’échantillon de contrôle est disponible ici :

-
Imprimez l’échantillon de contrôle avec les paramètres que vous utilisez normalement pour les pièces brutes.
-
Préparez l’échantillon de contrôle de la même manière que pour des pièces brutes.
-
Placez l’échantillon de contrôle verticalement dans la machine :
-
Placez l’échantillon de contrôle, socle vers le bas, sur la pièce à imprimer.
-
Pressez l’échantillon de contrôle sur le porte-pièce jusqu’à ce que le socle soit en place.


-
-
Vérifiez les points suivants :
-
Aucun effet « pied d’éléphant » n’est visible.


-
L’échantillon de contrôle peut être glissé sur la pièce à imprimer jusqu’à ce que le socle repose sur le porte-pièce.
-
Le socle de l’échantillon de contrôle repose à plat sur la surface de contact.
-
L’échantillon de contrôle est bien fixé et ne bouge pas.

-
-
Si nécessaire : Modifiez les paramètres d’impression et répétez le test. Contactez éventuellement le fabricant de votre imprimante 3D.
-
Pour l’impression des pièces brutes, utilisez les paramètres d’impression déterminés.
Exigences relatives à la pièce brute finie
-
Assurez-vous que la pièce brute finie répond aux exigences suivantes. Sans quoi, l’usinage risque d’être incorrect.
-
Le modèle d’arcade dentaire se trouve au centre de la pièce brute finie.

-
Le logement destiné à la fixation est correctement conçu et symétrique.

Logement de fixation correct

Logement de fixation asymétrique

Logement avec des évidements trop petits / inaccessibles
En cas d’erreurs, vérifiez si elles se trouvaient déjà dans le fichier STL de TrimCAM ou si elles sont apparues pendant l’impression 3D.
-
La face inférieure de la pièce brute est exempte d’aspérités et le logement destiné à la fixation est exempt de résidus.
-
Lors du montage dans la machine, la pièce brute s’enclenche fermement sur le porte-pièce et ne peut plus être déplacée.