Fresado de férulas dentales termoformadas
Introducción
Algunas máquinas vhf permiten cortar mecánicamente férulas dentales creadas por termoformado sobre un material de soporte modelado individualmente. En el mecanizado de férulas dentales termoformadas, hay que prestar especial atención a algunos puntos para alcanzar unos resultados perfectos.
Estos puntos deben tenerse en cuenta por norma general, independientemente de la máquina y de la tarea en cuestión:
-
Limpie periódicamente la cámara de trabajo, especialmente la pinza de sujeción y el portapiezas.
-
Asegúrese de utilizar la herramienta correcta y de que esta no esté desgastada.
Máquinas para fresar férulas dentales
Recomendamos encarecidamente utilizar las herramientas originales de vhf para unos resultados óptimos y una gran vida útil de su máquina y sus componentes.
| Máquina | Material | Herramienta |
|---|---|---|
| E3 | Alineador estándar, hasta máx. 1 mm | P140–R1–60 |
Piezas en bruto adecuadas
La máquina puede procesar las siguientes piezas en bruto:
![]()
Férulas dentales termoformadas en un modelo de arco dental con alojamiento específico vhf para su fijación.
-
El grosor máximo del material de las férulas dentales se especifica en TrimCAM.
-
Utilice el material de las férulas dentales según las opciones de selección de TrimCAM.
-
-
El diámetro máximo del material de las férulas dentales es de 125 mm. Es posible que sea necesario eliminar el exceso de material de las férulas dentales antes del mecanizado.
Las piezas en bruto deben prepararse individualmente antes de fijarse en la máquina.
Preparar piezas en bruto: Visión general
Requisitos
-
Modelo de arco dental adecuado como archivo STL de un programa CAD
-
Equipo de impresión 3D para crear el modelo de arco dental
-
Equipo para el termoformado de férulas dentales
Realización
-
Cree una tarea en TrimCAM con el modelo de arco dental de su programa CAD. Asegúrese de que se cumplen los requisitos del archivo STL.
TrimCAM añade un alojamiento específico para vhf en la parte inferior del modelo de arco dental para la fijación en la máquina.
-
Con el software de la impresora 3D, importe el modelo de arco dental modificado desde TrimCAM. El archivo STL se guarda en el directorio de exportación que se asignó durante la instalación de TrimCAM.
-
Imprima el modelo de arco dental con su impresora 3D. Asegúrese de que se cumplen los requisitos en la impresión 3D.
Requisitos para la impresión 3D
Comprobar la calidad de la impresión 3D con especímenes de ensayo
-
Someta la férula dental a termoformado. Asegúrese de lo siguiente:
-
El modelo de arco dental se coloca en el centro del aparato.
-
El modelo de arco dental se apoya sobre una superficie plana y no está empotrado.
-
-
Compruebe si la pieza en bruto acabada cumple los requisitos para mecanizarse con éxito.
Requisitos del archivo STL
-
Utilice su programa CAD para asegurarse de que el archivo STL exportado cumple los siguientes requisitos:
-
El archivo STL solo puede contener un objeto. Fusione los subobjetos existentes (p. ej., dientes sueltos) en un solo objeto.
-
El modelo de arco dental debe ser lo suficientemente alto para la colocación de la línea de corte.
-
El modelo de arco dental no debe contener agujeros.
-
El modelo de arco dental no debe contener travesaños entre las filas de dientes.

-
La parte inferior del modelo de arco dental debe ser plana.
-
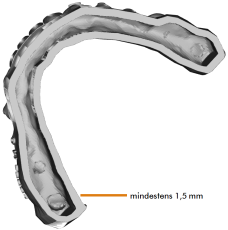
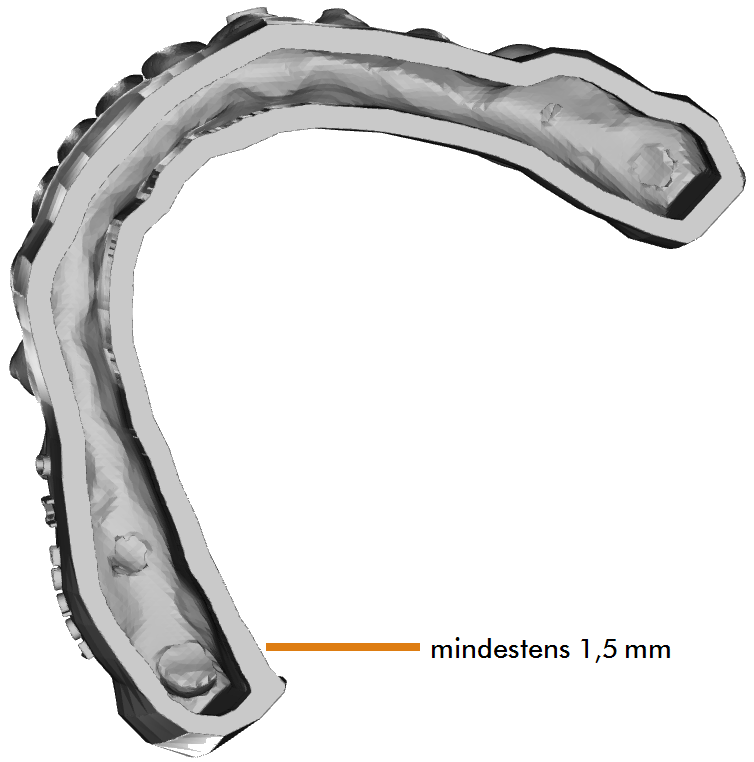
Para los modelos de arco dental hueco, el grosor de la pared debe ser de 1,5 mm como mínimo.
-
Las inscripciones en los dientes deben estar en relieve.
-
Las inscripciones en las encías deben estar rebajadas.
-
Las inscripciones deben colocarse a una distancia suficiente de la línea de corte deseada.
-
No se podrán colocar inscripciones en la parte inferior del modelo de arco dental.
-
El nombre del archivo no debe contener diéresis ni caracteres especiales.


Requisitos para la impresión 3D
-
Tenga en cuenta lo siguiente al preparar el modelo para la impresión 3D:
-
Los mejores resultados de fresado se obtienen si no se modifica la parte inferior del modelo y se evitan las estructuras de soporte.
-
Si son necesarias estructuras de soporte:
-
Las estructuras de soporte situadas en la parte inferior plana deben poder retirarse sin dejar residuos.
-
No deben colocarse estructuras de soporte en el alojamiento de fijación.
-
-
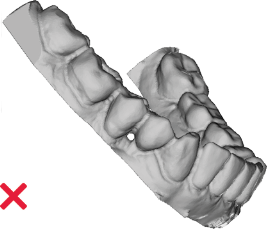
Si se requiere una abertura de drenaje para la resina en el alojamiento de fijación, deberá colocarse en el hueco grande del alojamiento.
-
No pueden utilizarse inscripciones/marcas en relieve.
Naranja: solo estructuras de soporte desmontables
Rojo: sin estructuras de soporte
-
Para asegurarse de que las piezas en bruto están bien fijadas a la máquina, compruebe los ajustes de impresión con un espécimen de ensayo si es necesario.
Comprobar la calidad de la impresión 3D con especímenes de ensayo
-
Vuelva a preparar el modelo de arco dental después de la impresión:
¡AVISO! Tenga en cuenta la información de limpieza y fraguado que figura en la documentación de la impresora y de la resina.
-
Impresora de resina: Limpie el modelo de arco dental antes del fraguado final. En particular, retire todos los residuos del alojamiento de fijación. Utilice un cepillo en caso necesario.
-
Impresora de resina: Deje que el modelo de arco dental se fragüe definitivamente.
-
Compruebe que la geometría del modelo de arco dental sea correcta.
-
Retire completamente las estructuras de soporte.
-
Impresora de filamento: Retire los residuos que pueda haber en las transiciones entre contornos.
Comprobar la calidad de la impresión 3D con especímenes de ensayo
Los ajustes de impresión y la calidad resultante son cruciales para una fijación fiable de las piezas en bruto en la máquina. En particular, el denominado efecto de pata de elefante puede perjudicar el montaje para fijar la pieza en bruto. Una expansión excesiva de las primeras capas impresas da lugar a un modelo deformado.
Para comprobar la calidad de la impresión y garantizar un montaje correcto en la máquina, puede crear un espécimen de ensayo y probar la fijación. El espécimen de ensayo está disponible aquí:

-
Imprima el espécimen de ensayo con los ajustes que utiliza normalmente para las piezas en bruto.
-
Prepare el espécimen de ensayo como lo hace normalmente con las piezas en bruto.
-
Coloque el espécimen de ensayo verticalmente en la máquina:
-
Guíe el espécimen de ensayo sobre la pieza de presión con la base hacia abajo.
-
Presione el espécimen de ensayo sobre el portapiezas hasta que la base esté en contacto.


-
-
Compruebe lo siguiente:
-
No se aprecia ningún efecto de pata de elefante.


-
El espécimen de ensayo puede deslizarse sobre la pieza de presión hasta que la base descanse sobre el portapiezas.
-
La base del espécimen de ensayo queda plana sobre la superficie de contacto.
-
El espécimen de ensayo se asienta firmemente y no se tambalea.

-
-
Si es necesario: Cambie los ajustes de impresión y repita la prueba. Si es necesario, póngase en contacto con el fabricante de su impresora 3D.
-
Utilice los ajustes de impresión determinados para imprimir las piezas en bruto.
Requisitos de la pieza en bruto acabada
-
Asegúrese de que la pieza en bruto acabada cumple los siguientes requisitos. De lo contrario, es posible que el mecanizado no se realice correctamente.
-
El modelo de arco dental se encuentra en el centro de la pieza en bruto acabada.

-
El alojamiento de fijación está correctamente diseñado y es simétrico.

Alojamiento de fijación correcto

Alojamiento de fijación asimétrico

Alojamiento con huecos demasiado pequeños/inaccesibles
Si hay errores, debe comprobar si ya están incluidos en el archivo STL de TrimCAM o si se produjeron durante la impresión 3D.
-
La pieza en bruto no presenta irregularidades en la parte inferior y el alojamiento de fijación no tiene residuos.
-
Al fijar la máquina, la pieza en bruto se bloquea firmemente en el portapiezas y ya no se puede mover.