Se aplica a: Máquinas dentales
Empeoramiento de los resultados de mecanizado por un calibrado incorrecto
La máquina se entrega de fábrica ya calibrada. Mientras sus resultados de mecanizado sean precisos no es necesario realizar un nuevo calibrado. Un calibrado requiere mucho tiempo y deteriora los resultados de mecanizado si se realiza de manera inadecuada.
- Si los resultados del mecanizado son imprecisos, pruebe primero a ajustar las condiciones de mecanizado: Compruebe la fijación y la calidad de la pieza en bruto y el estado de la herramienta.
- Antes de calibrar de nuevo la máquina, contacte con el servicio de atención al cliente.
- Realice la medición e introducción de datos de calibrado con extremo cuidado. En caso de duda, interrumpa el calibrado.
Calibrando la máquina con especímenes de ensayo y calibrado, posiblemente puedan mejorarse los resultados del mecanizado.
La documentación del software de mecanizado![]() Término para el paquete de software de DentalCAM y DentalCNC. contiene toda la información acerca del calibrado de la máquina. Por lo tanto, en este documento solo encontrará información específica de la máquina.
Término para el paquete de software de DentalCAM y DentalCNC. contiene toda la información acerca del calibrado de la máquina. Por lo tanto, en este documento solo encontrará información específica de la máquina.
Su máquina se suministra con un kit de calibrado. Contiene los siguientes elementos:
- Piezas en bruto de calibrado utilizadas para fresar los especímenes de ensayo y calibrado
- Una herramienta para fresar el cuerpo de calibrado o la pieza de ensayo
- Un micrómetro para medir la precisión conseguida
Flujo de trabajo de calibrado
-
Tenga preparado el kit de calibrado
El kit se suministró con su máquina.
-
Fabricar y medir un espécimen de ensayo
Si los valores medidos están dentro de la tolerancia, el sistema mecánico de su máquina es preciso y no tendrá que calibrarla. Si están fuera de tolerancia, continúe calibrando la máquina.
-
Fabricación y medición de un espécimen de calibrado e introducción de los valores de medición en DentalCNC
Estos datos se utilizan para calcular el calibrado requerido.
-
Compruebe si el calibrado se realizó correctamente con otro espécimen de ensayo
Verifique que el calibrado ha mejorado los resultados de mecanizado.
E3 / N4+:
Fijar la pieza en bruto de calibración en la cámara de trabajo
E3
-
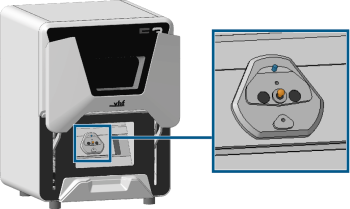
Alinee la pieza en bruto de calibración de modo que el lado aplanado de los orificios de montaje (marcados en naranja) apunten hacia arriba.
-
Coloque el orificio oblongo de la pieza en bruto de calibración en la clavija de posicionamiento (marcada en azul) del portapiezas y guíe el orificio central hasta la pieza de presión (marcada en naranja) del portapiezas.
-
Atornille la pieza en bruto de calibración con 2 de los tornillos avellanados suministrados.

N4+
Para poder fijar las piezas en bruto de calibración en la cámara de trabajo, debe prepararlas.
- Pieza en bruto
- Rebaje para un mango
-
Mango para fijar la pieza en bruto en el portapiezas
-
Abertura para el tornillo utilizado para fijar el mango
Rotura de herramienta o resultados incorrectos por tornillos sueltos
Si la pieza en bruto no está correctamente colocada en el portapiezas, es posible que los resultados de medición sean incorrectos o que la herramienta se rompa durante el calibrado.
- Atornille los mangos firmemente en la pieza en bruto.
- Atornille la pieza en bruto firmemente en el portapiezas.
- Inserte los mangos en los rebajes de la pieza en bruto y alinee las aberturas de los tornillos con las aberturas correspondientes de la pieza en bruto.
- Coloque los tornillos en las aberturas de la pieza en bruto y atornille los mangos firmemente.
E4
Fijación de la pieza en bruto de calibración en el portapiezas
-
Inserte el pasador de la pieza en bruto de calibración en el portapiezas hasta el tope.
-
Gire la pieza en bruto de calibración de modo que la clavija de posicionamiento del portapiezas se sitúe en la ranura de la pieza en bruto de calibración.
-
Enrosque con cuidado el tornillo de fijación con el destornillador hasta notar una ligera resistencia.
-
A continuación, gire el tornillo de fijación 1⁄4 de vuelta más.