管理车针
创建修复体的工作流程如下:
注意
如果使用不正确的车针会损坏主轴或车针位置
不正确的刀具会损坏夹头卡盘的主轴和/或刀具位置。
-
仅使用车针柄上倒角足够大的车针。
-
根据 DIN 471-A3 安装紧固环作为止动环。
这不适用于 AirTools。
-
遵守 技术数据 章节中的其他规格。
我们推荐使用原装车针,因为它们专为指定的作业而设计。
- 如果使用其他制造商的车针,请确保满足以下规格:
- 刀具最大长度:40 毫米
- 最大刀具加工区域直径:3 毫米
- 最小轴长度:7 mm(建议夹紧长度: 13 - 14 mm)
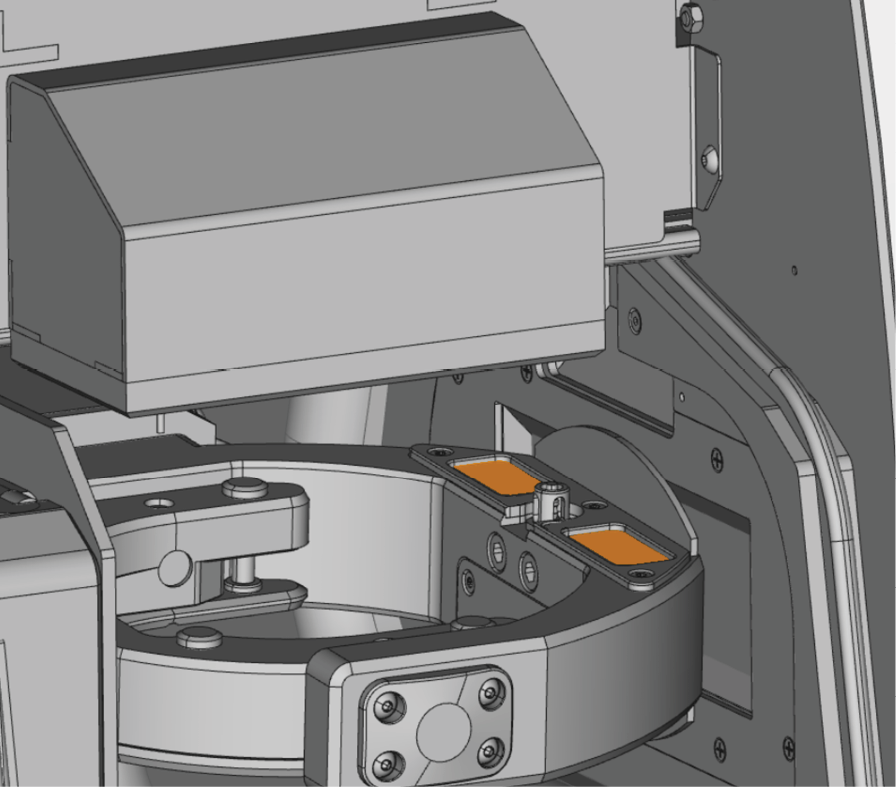
加工室中的刀库(标记为橙色)
刀具更换可以通过刀库自动进行,也可以通过夹头手动进行。由于您可以单独配置每个刀具位置,因此您可以同时进行自动和手动更换。
自动换刀的特点
-
机器在加工过程中自动从刀库加载必要的刀具。
-
适用于所有在 dentalcnc 中未配置手动更换的刀具位置的标准情况。
在以下情况下无法进行自动换刀:
-
某个刀具位置已磨损,因此无法再正确固定刀具。
-
您使用的刀具不适合刀库。
手动换刀的特点
-
在加工任务期间,您需要在 dentalcnc 提示时手动将工具插入主轴的夹头中。
-
您必须为 dentalcnc 中的各个刀具位置配置手动换刀。
-
这在 dentalcnc 说明中有所描述。
如果橡胶块有磨损,则应予以更换。 更换刀库刀片
插入和更换车针
在以下情况下,您必须插入或更换刀具:
- 第一次使用机器时
- 由于磨损而更换刀库刀片后
- 当车针的车针寿命到期时
- 当车针损坏或磨损时
- 如果以下作业需要其他/不同于刀库中的车针
您可以通过两种方式装备机器的刀库:
- 手动插入刀库 这是最快的方法。
- 通过主轴 将车针插入夹头,主轴会将车针放入刀库中。此选项所花时间更多,但对某些人来说可能更方便。
您可按以下步骤手动插入车针:
- 从刀库中取出磨损或损坏的车针(如果有的话)。
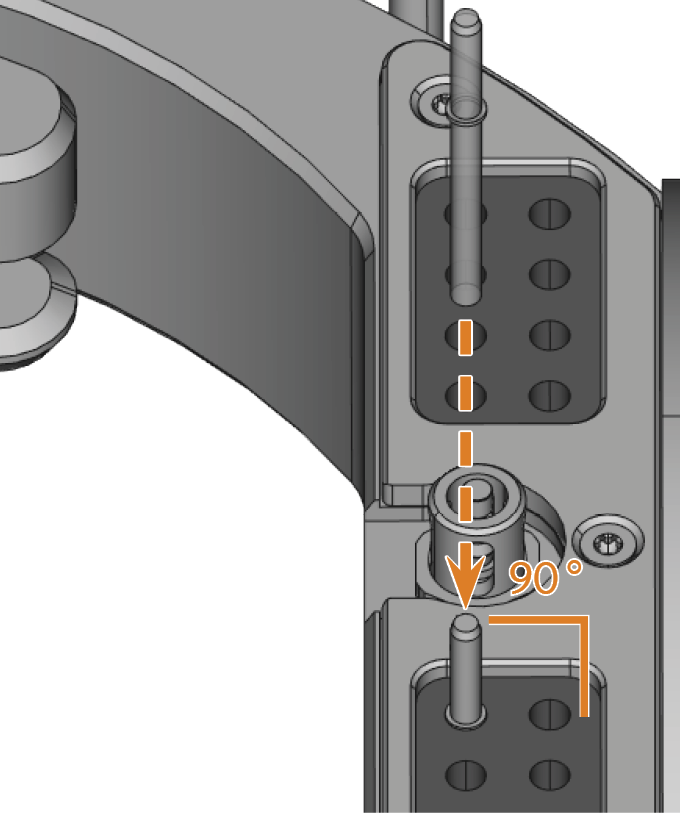
- 插入新车针:
- 确保刀库中刀具的位置与 dentalcnc 中的刀具位置相匹配。
- 将车针直接插入车针位置,刀刃朝下。将其推入,直到紧固环接触橡胶为止。
- 更换车针后,重置车针寿命值。
如果刀库中车针的位置与dentalcnc中的车针位置不匹配,则机器在作业执行期间就会使用错误的车针,并且作业结果将无法使用。
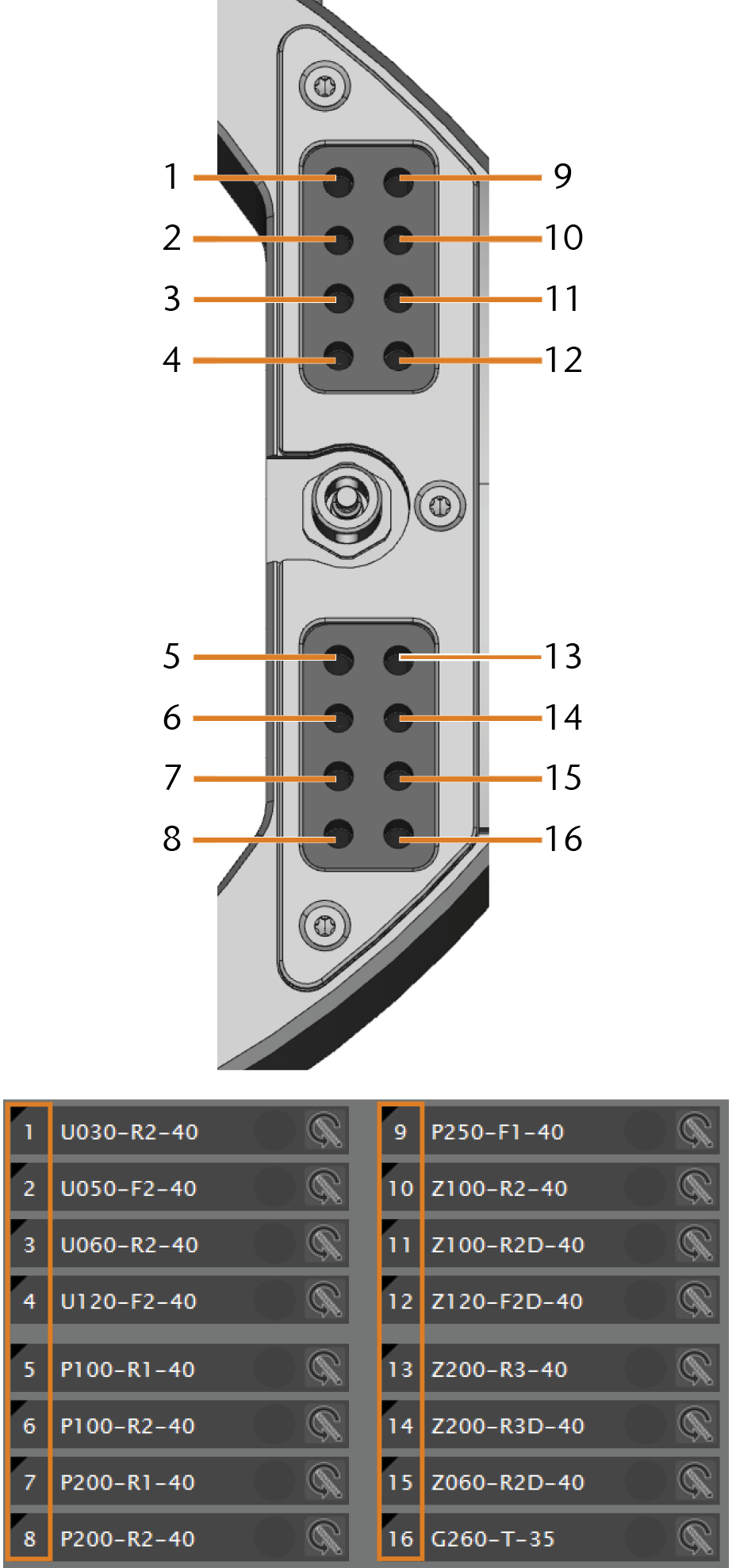
顶部:刀具位置 1 — 在16刀库中
底部:刀具位置 1 — 16在 dentalcnc 中