编辑加工参数和可选车针
当用 dentalcnc 控制加工时,有些加工参数对于加工任务的计算很重要。因此,您可以在 dentalcam 中的应用程序设置中找到这些信息。
这些参数影响加工质量和速度。
加工参数视图
一般参数和胚料类型的特定参数
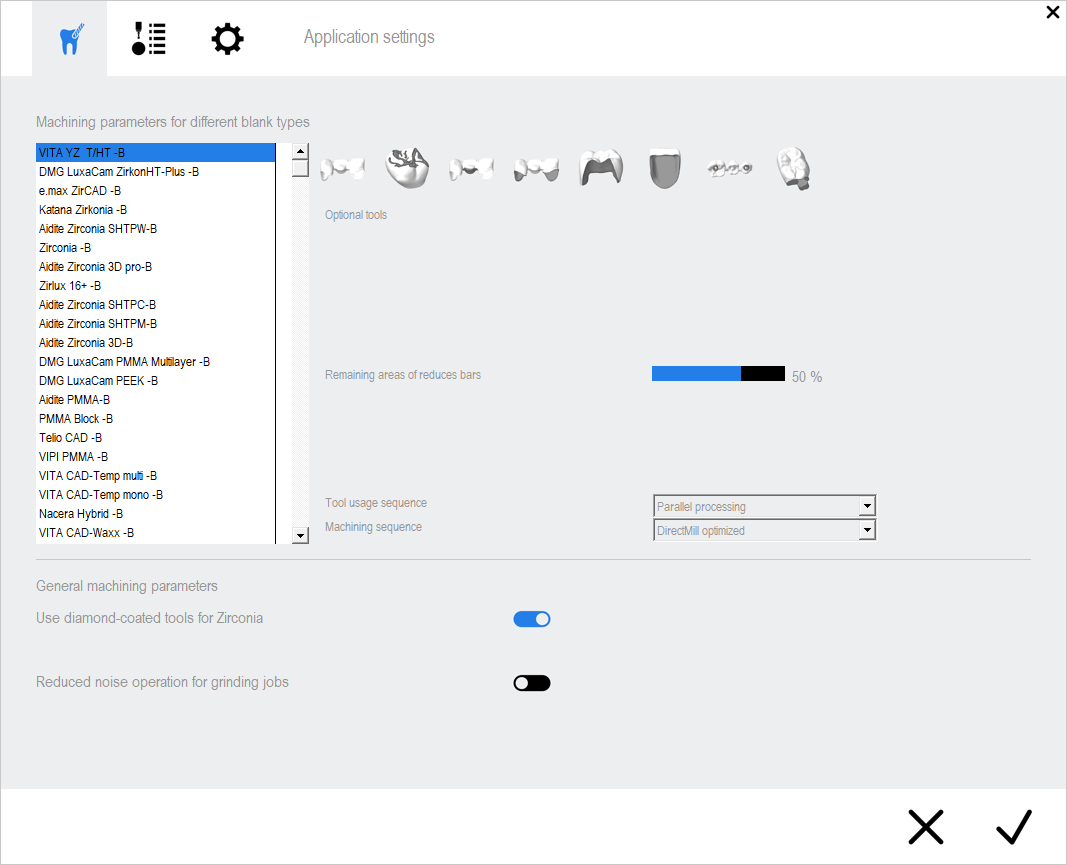
加工参数视图由两部分组成:
- 在加工参数视图的上部,可以指定特定于各个坯料类型的参数。
- 在底部区域,您可以指定一般加工参数。
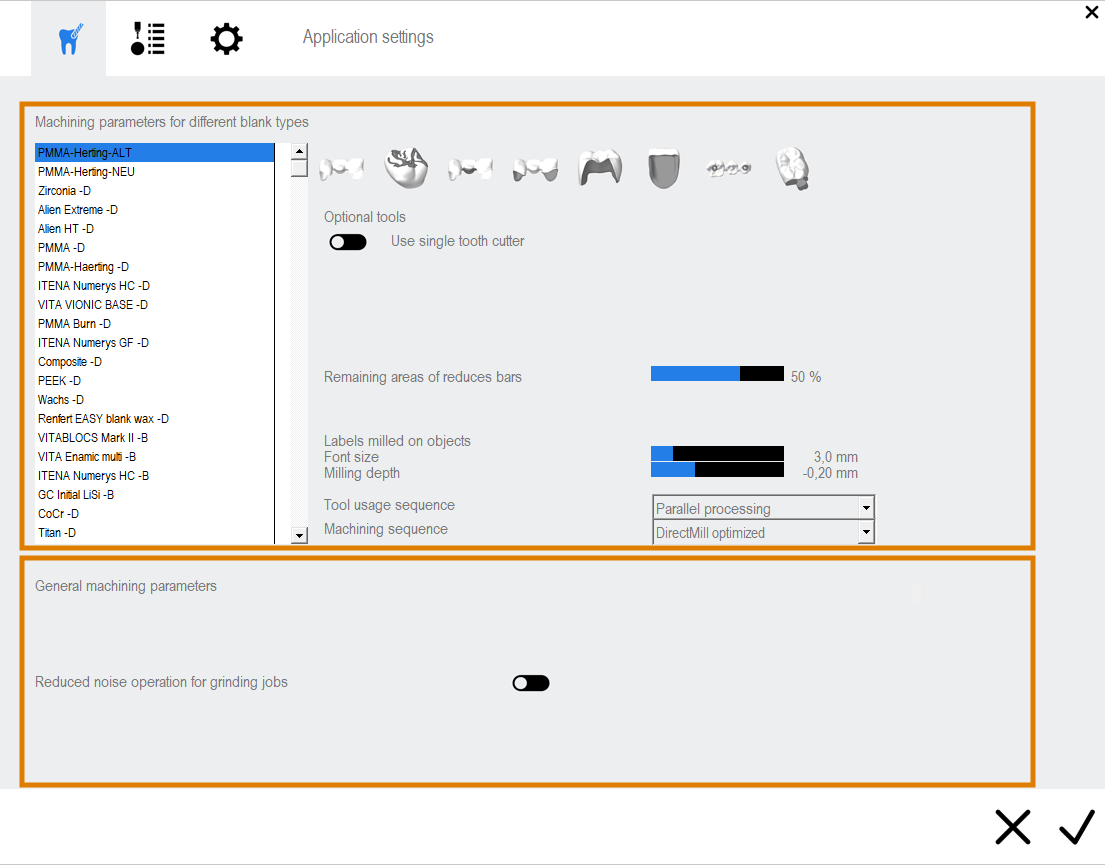
加工参数视图的两个部分
编辑一般加工参数
一般加工参数适用于所有加工任务。
-
如果要减少磨削加工任务中的加工噪音,请激活打磨作业的低噪音操作选项。
如果激活,它将降低进给速率以及磨削加工任务的车针路径距离。这会增加加工时间。
如果您的机器无法磨削物体,则此设置无效。
- dentalcam 的新设置考虑到所有未来要计算的作业。
编辑各个坯料类型的加工参数并激活可选车针
每种坯料类型需要分别被指定某些加工参数。这些参数包括:
- 适合高质量加工的可选车针
- 契合部的扩大的值
- 连接杆的残留区域(当连接杆减少时)
- 手动检查型腔
由于这些参数对于加工任务计算很重要,因此需要在 dentalcam(而不是在 dentalcnc)中指定。
- 在主图标栏中选择以下图标来打开 dentalcam 应用程序设置窗口:

- 在程序设置的图标栏中选择以下图标来打开加工参数视图:

-
从选择列表中,选择要为其指定加工参数的坯料类型。
可用的坯料类型取决于当前选择的机器以及在应用程序设置中激活的坯料类型。
视图中用于编辑加工参数的坯料类型列表(标记为橙色)
- 从选择列表右侧的图标栏中,选择要编辑的加工参数组。
- 一般参数
- 咬合面
- 基底面
- 型腔(一般)
- 嵌体/高嵌体型腔
- 贴面型腔
- 钻孔
- 精密附件
-
所选的参数组和坯料类型组合的加工参数显示在窗口的中央区域。
- 根据需要更改设置。有关参数的描述如下所述。
- 通过选择以下图标来保存更改:

型腔的设置分为嵌体/高嵌体、贴面和所有其他指示的型腔设置。
用于选择加工参数组的图标栏
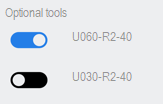
可选车针
在此区域中,您可以激活或停用车针执行可选的表面处理步骤。这些额外的表面处理步骤可以显著提高加工质量,但同时也增加了加工时间。可选车针使用匹配码来指定。
| 图标 |
应用领域 |
匹配码 | 功能 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
|
一般参数 |
|
|
||||||||||
|
|
咬合面 |
|
|
||||||||||
|
|
基底面 |
x060-Rx-xx |
用于修整牙桥齿间区域的细部 |
||||||||||
|
|
型腔 |
x060-Rx-xx |
用于在型腔中修整狭窄区域,例如前牙冠 |
||||||||||
|
|
嵌体/高嵌体型腔 |
x060-Rx-xx |
用于在嵌体/高嵌体的型腔内修整狭窄区域 |
||||||||||
|
|
贴面型腔 |
x060-Rx-xx |
用于在贴面的型腔内修整狭窄区域 |
||||||||||
|
|
钻孔 |
|
|||||||||||
|
|
精密附件 |
|
|||||||||||
|
|
前牙加工 |
|
|||||||||||
一般参数
某些坯料类型既可以湿加工也可以干加工。如果使用的机器可以进行湿加工和干加工,则可以按以下方式为这些坯料类型切换加工模式:
- 从左列的坯料类型列表中选择坯料类型。
- 通过选择以下图标来打开一般参数:

- 湿法加工标签旁边显示以下图标之一:
- 坯料类型将被湿加工:

- 坯料类型将被干加工:

- 如要为所有将来使用此坯料类型的作业更改加工模式,请选择图标。
- 图标会更改颜色,并且您已切换操作模式。
如果未显示该图标,则无法切换所选坯料类型或机器的加工模式。
将部分缩减连接杆,以便借助预定断裂点将物体从坯料盘上分离。
部分缩减连接杆还能减少人工返工。
使用加工参数中的 减少板条的剩余面积 数值条定义部分缩减连接杆的剩余尺寸。

从左至右:在排版视图中、剩余材料视图中和已加工物体上的部分缩减连接杆(标记为橙色)
是否需要了解更多关于不同类型的连接杆? 连接杆的类型
- 通过 减少板条的剩余面积 数值进度条来指定连接杆缩减后剩下的材料。

数值进度条 减少板条的剩余面积
示例: 如果选择 30%,则连接杆将被缩减到其原始大小的 30%。
通过这个设置,您可以毫米为单位指定预制基台的连接杆壁的厚度。

- 通过数值进度条来指定连接杆壁厚。
在铣在物体上的标签区域中,您可以设置在物体上铣削的标签。
- 您可以在导入过程中通过计算选项为物体添加标签。 指定计算选项。
- 您可以在排版过程中编辑标签文本。
- 通过字体大小数值进度条以毫米为单位指定字符高度。
- 通过铣削深度数值进度条指定标签的高度或深度。
- 负值指定标签的深度。机器将文字铣削到物体表面(“凹陷标签”)。
- 正值指定标签的高度:机器铣削物体,使标签位于表面之上(“压凸标签”)。
铣削深度决定了您在加工后必须实施的手动加工任务类型。必须将凹陷标签填补好,将压凸标签磨掉。
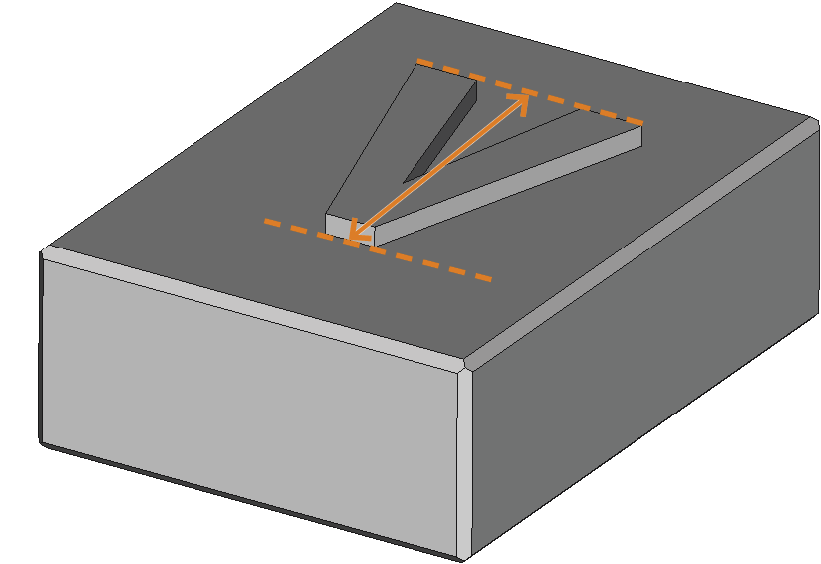
标签的字符高度(架构)。
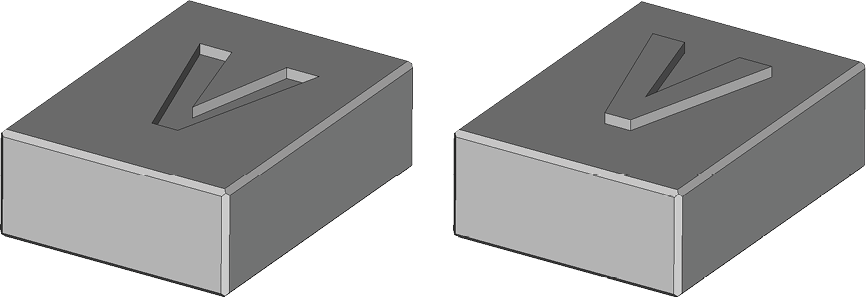
左:凹陷标签;右:压凸标签(架构)。
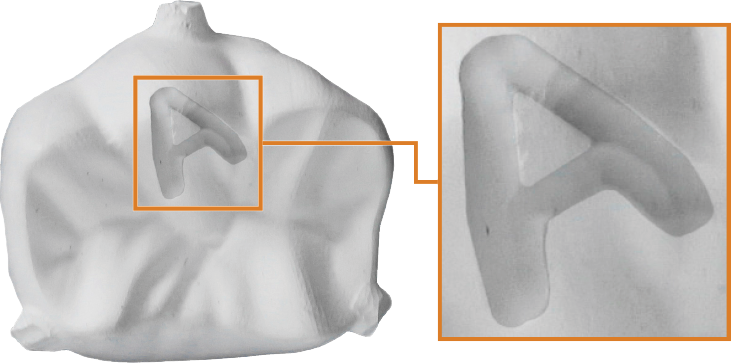
铣入牙冠的凹陷标签 ("A")
计算作业的重要部分是确定各个加工步骤的车针使用情况。此信息还确定何时将更换刀具,即刀具的使用顺序。您可以通过从车针使用顺序下拉列表中选择以下条目之一来影响此顺序:
-
并行处理 车针的使用顺序是根据车针而确定的:
机器抓取车针,并对需要车针的胚料中的所有物体进行加工。仅当不再为任何物体需要该车针时,机器才会提取下一个车针。重复此过程,直到使用所有必需的车针对所有物体进行完全加工为止。
-
个别处理 车针的使用顺序取决于物体:
在继续下一个物体之前,机器会使用该物体所需的所有车针来完全处理每个物体。重复此过程,直到所有物体都加工完毕(推荐)。
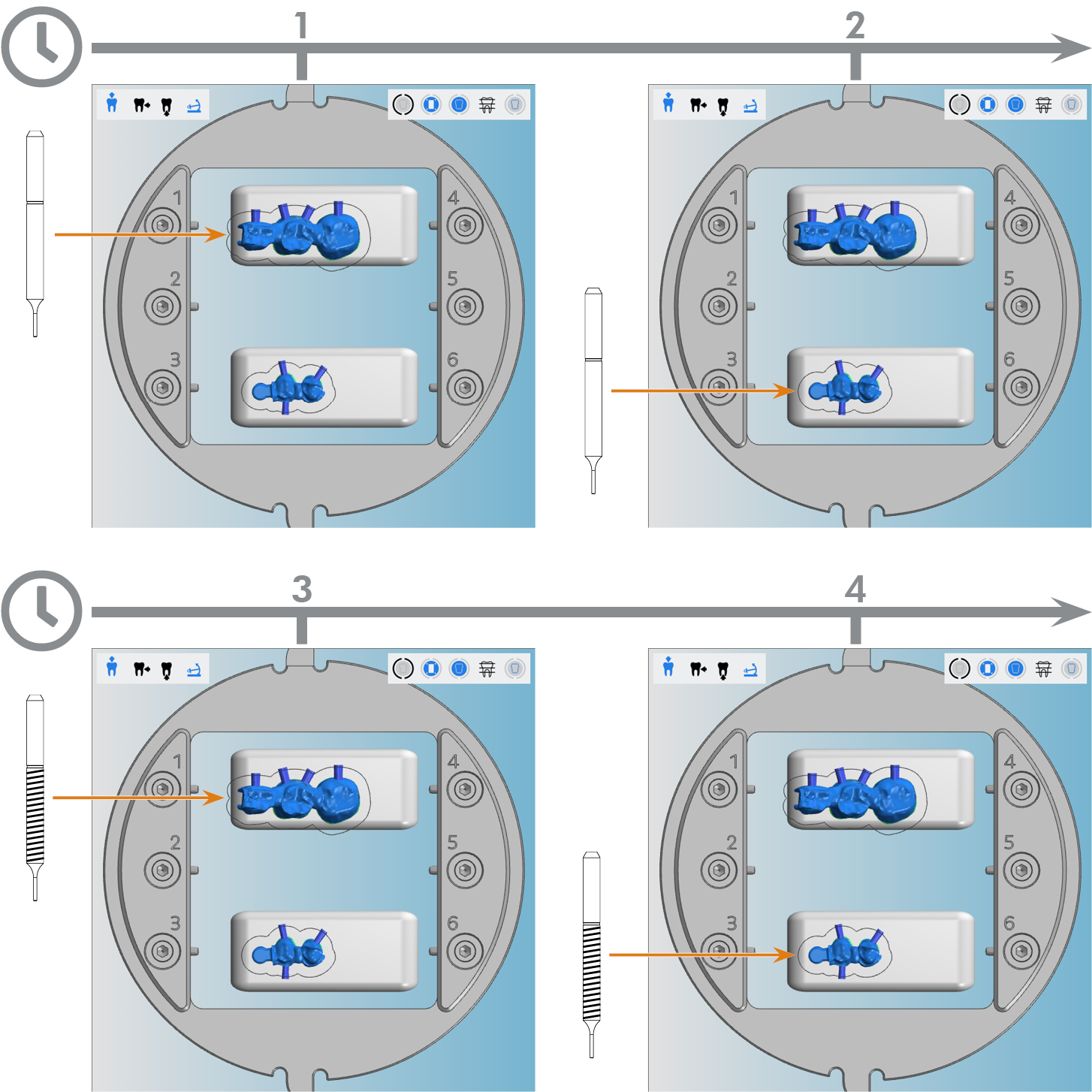
并行处理
个别处理
如果在作业中使用缩减磨细的连接杆,请注意,直到与它们相连的所有物体都完成加工后,它们才会被磨细。
- 如果激活并行处理,则只能在作业结束时缩减连接杆,因为这是对所有物体完成加工的时间点。
- 如果激活个别处理,则在单个物体完全加工完毕后,连接杆会缩减。
| 车针使用顺序 | 优点 | 缺点 |
|---|---|---|
|
并行处理 |
由于不必经常更换车针,因此略微减少了加工时间 |
如果刀具损坏,则机器可能会长时间继续使用损坏的刀具进行加工。 使用完最后一个车针后,物体才会完成 |
|
个别处理 |
如果车针破损,则机器将在下一次换车针期间较早地识别出该情况。 第一个物体将在较短时间后完成 |
加工时间稍长,因为将更频繁地更换车针 |
型腔
使用 契合部的扩大 数值进度条,您可以以毫米为单位指定契合部的直径。值越低,去除的材料越少,所获得的契合部越窄。值越高,去除的材料越多,所获的契合部就越宽。
契合部的扩大通常需要根据材料来进行调整,因为不同材料对车针施加的物理力所做的反应也不同。使用此参数,您可以扩大或缩小单个契合部,以确保其加工最适合所用的材料。在 dentalcam 中调整契合部的扩大也意味着您不必在 CAD 应用程序中执行此操作。
-
要调整型腔契合部的扩大,可使用型腔部分的契合部的扩大数值进度条。
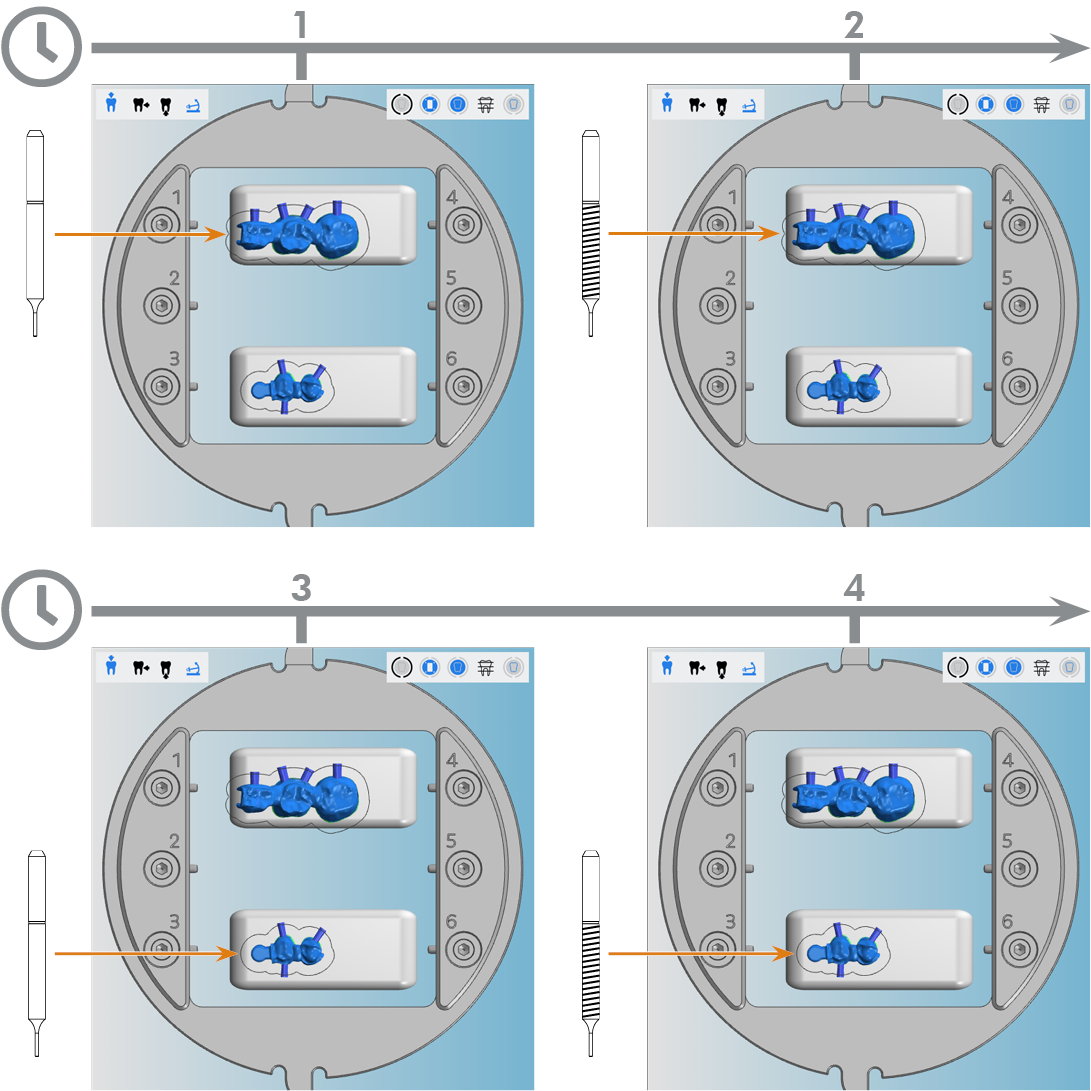
对于某些物体,型腔必须特别精确。例如在制造套筒冠时,外冠必须完美匹配内冠。为了获得最佳的“机外”效果而无需额外的手工加工,dentalcnc 可以中断加工,以便您可以检查型腔。如果不够精确,则机器可以多次对其重加工(每次 2 微米),直到您对结果满意为止。
此功能要求您在加工过程中在场值守并操作 CAM 计算机,否则将无法继续加工。因此,我们建议仅在制造带有需要超高精度型腔的物体时才激活此功能。
- 如要使用此功能,请为所需坯料类型激活在加工过程中手动检查空腔选项。
通过这一设置,您可以指定在加工过程中重复加工外冠上型腔的次数。次数越多,精度越高,但加工时间也越长。
- 使用
 图标增加表面处理的次数,或使用
图标增加表面处理的次数,或使用  图标减少表面处理的次数。
图标减少表面处理的次数。
钻孔
您可以使用指定的车针为外冠中的型腔做表面处理:
- M200-R4-32-C(与 4 轴机器一起使用)或
- M200-R4-35-C(与 5 轴机器一起使用)
车针 M200-R4-3x-C 和 M200-R4-3x 表示 同一实物车针。存在 2 个版本,以便 dentalcnc 区分何种使用情况。
在加工步骤中使用指定的车针可以延长刀具寿命,并提高加工质量。
您可以按以下方式激活车针:
- 在坯料类型列表中选择 CoCr。
- 从图标栏中选择型腔的图标。
- 激活使用指定的表面处理车针用于二次冠选项。
- 在 dentalcnc 中,将 M200-R4-32-C 或 M200-R4-35-C 车针添加到虚拟刀库中。
- 将实物车针添加到机器中相应的刀库位置。
使用 契合部的扩大 数值进度条,您可以以毫米为单位指定契合部的直径。值越低,去除的材料越少,所获得的契合部越窄。值越高,去除的材料越多,所获的契合部就越宽。
契合部的扩大通常需要根据材料来进行调整,因为不同材料对车针施加的物理力所做的反应也不同。使用此参数,您可以扩大或缩小单个契合部,以确保其加工最适合所用的材料。在 dentalcam 中调整契合部的扩大也意味着您不必在 CAD 应用程序中执行此操作。
-
要调整钻孔契合部的扩大,可使用钻孔部分的契合部的扩大数值进度条。
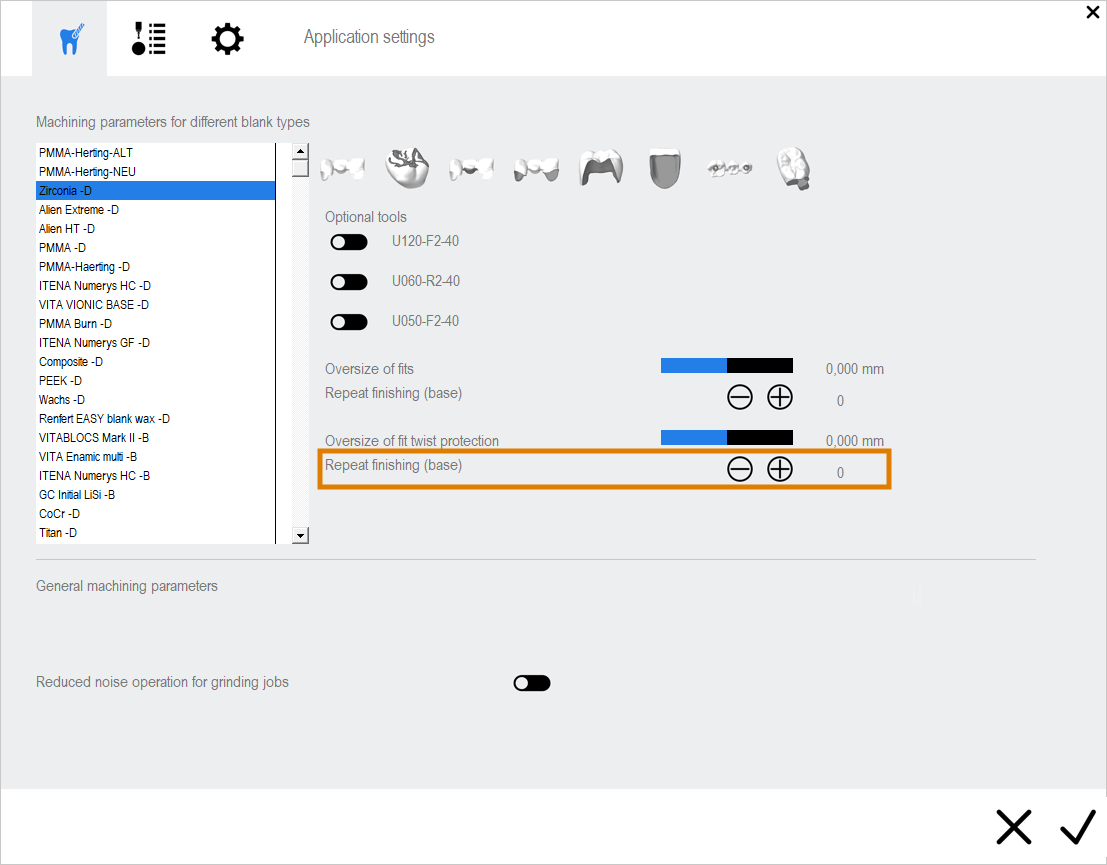
在制造诸如基台之类的种植体物体时,必须高精度地加工将钛质销插入钻孔(底部),以确保完美的契合部。为此,您可以指定在加工期间将这些钻孔的精加工过程重复多少次。次数越多,精度越高,但加工时间也越长。
- 使用 图标增加表面处理的次数,或使用 图标减少表面处理的次数。
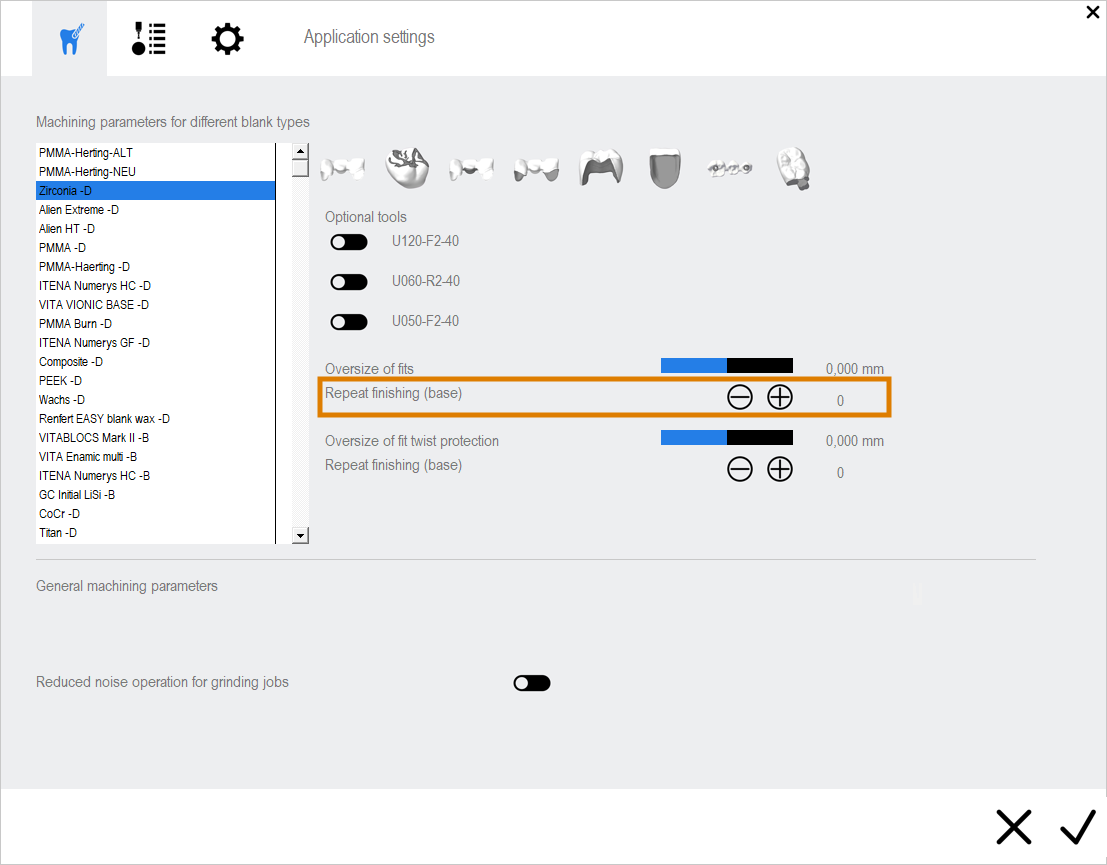
部分的 重复表面处理(底部) 选项 契合部的扩大
使用防扭转保护过大数值进度条,您可以以毫米为单位指定基台扭转保护的直径。值越低,去除的材料越少,所获得的扭转保护越窄。值越高,去除的材料越多,所获的扭转保护就越宽。
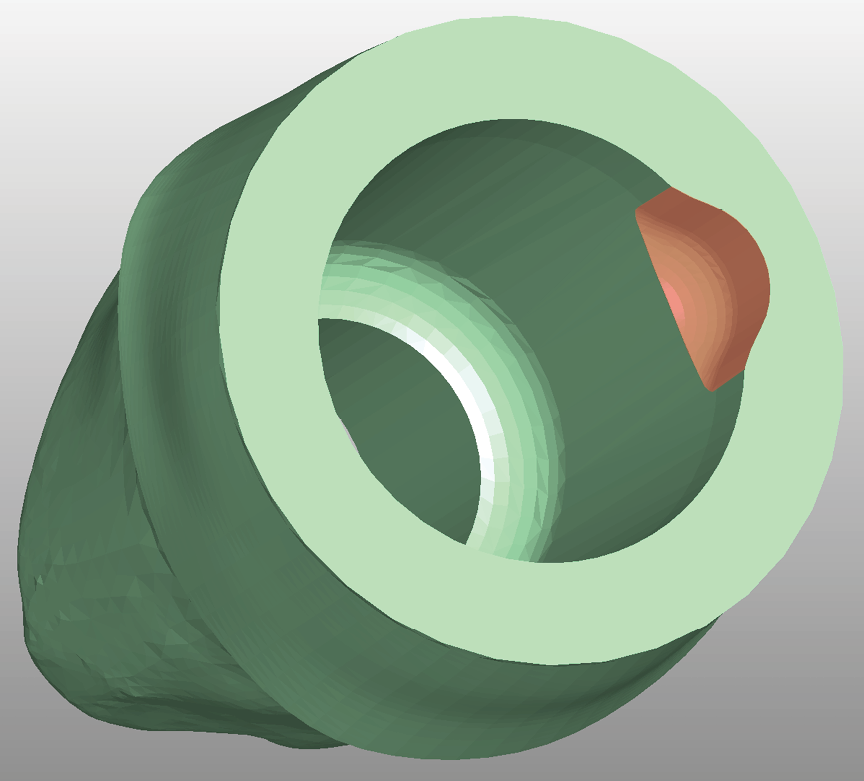
带扭转保护的基台(标记为橙色)
-
激活 可选车针 部分的 x060-Rx-xx 刀具。准确的车针匹配码取决于您在左列中选择的材料。
如果您不激活该车针,则此设置无效。
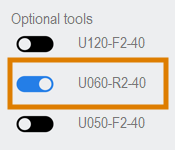
示例:用于普通氧化锆圆盘的可选 x060-Rx-xx 车针(标记为橙色)
-
要调整扭转保护契合部的扩大,可使用钻孔部分的防扭转保护过大数值进度条。
制造基台时,必须以高精度加工扭转保护以确保完美的契合部。为此,您可以指定在加工期间的精加工过程重复多少次。次数越多,精度越高,但加工时间也越长。
-
激活 可选车针 部分的 x060-Rx-xx 刀具。准确的车针匹配码取决于您在左列中选择的材料。
如果您不激活该车针,则此设置无效。
示例:用于普通氧化锆圆盘的可选 x060-Rx-xx 车针(标记为橙色)
-
使用
图标增加表面处理的次数,或使用 图标减少表面处理的次数。
部分的 重复表面处理(底部) 选项 防扭转保护过大
精密附件
使用配合组件过大数值进度条,您可以以毫米为单位指定精密附件的直径。值越低,去除的材料越少,所获得的契合部越窄。值越高,去除的材料越多,所获的契合部就越宽。
-
要调整精密附件契合部的扩大,可使用钻孔部分的契合部的扩大数值进度条。