Si applica a: Macchine dentali
Peggioramento dei risultati di lavorazione in caso di taratura errata
Alla consegna, la macchina è già tarata. Finché i risultati della lavorazione sono accurati, non sono necessarie nuove tarature. Una taratura richiede molto tempo e peggiorerà i risultati della lavorazione se eseguita in modo scorretto.
- Se i risultati della lavorazione sono imprecisi, provare prima a regolare le condizioni di lavorazione: Controllare il fissaggio e la qualità del pezzo grezzo e le condizioni dell'utensile.
- Prima di ritarare la macchina, contattare il Servizio Assistenza Clienti di zona.
- In fase di taratura, effettuare con grande attenzione la misurazione e l’input dei dati. In caso di dubbio, interrompere la taratura.
Tarando la macchina con campioni di prova e caratura, è possibile migliorare i risultati di lavorazione.
La documentazione del software di produzione![]() Termine per il pacchetto software di DentalCAM e DentalCNC. riporta tutte le informazioni necessarie per la taratura della macchina. In questo documento vengono quindi fornite solo informazioni specifiche della macchina.
Termine per il pacchetto software di DentalCAM e DentalCNC. riporta tutte le informazioni necessarie per la taratura della macchina. In questo documento vengono quindi fornite solo informazioni specifiche della macchina.
La macchina viene consegnata con un kit di taratura. Il kit è composto dai seguenti elementi:
- pezzi grezzi di taratura utilizzati per fresare i campioni di prova e taratura
- Un utensile per la fresatura del campione di taratura o di prova
- Un micrometro per la misurazione della precisione desiderata
Flusso di lavoro di taratura
-
Tenere il kit di taratura a portata di mano
Il kit è compreso nella dotazione della macchina.
-
Realizzare e misurare un campione di prova
Se i valori di misurazione rientrano nella tolleranza, significa che la meccanica della macchina è accurata e non è necessario tararla. Se sono fuori tolleranza, continuare con la taratura della macchina.
-
Realizzare e misurare un campione di taratura e inserire i valori di misurazione in DentalCNC
Questi dati sono utilizzati per calcolare la taratura necessaria.
-
Controllare se la taratura è stata eseguita correttamente con un altro campione di prova.
Verificare che la taratura abbia migliorato i risultati della lavorazione.
E3 / N4+:
Fissaggio dei pezzi grezzi di taratura nel vano di lavoro
E3
-
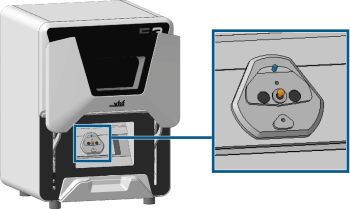
Allineare il pezzo grezzo di taratura in modo che i fori di fissaggio (contrassegnati in arancione) siano rivolti verso l'alto con il lato appiattito.
-
Posizionare il foro oblungo del pezzo grezzo di taratura sulla spina di posizionamento (contrassegnata in blu) del portapezzi e guidare il foro centrale sul pistone a molla (contrassegnato in arancione) del portapezzi.
-
Avvitare il pezzo grezzo di taratura con 2 delle viti a testa svasata in dotazione.

N4+
Per poter montare i pezzi grezzi di taratura nel vano di lavoro, è necessario prepararli.
- Pezzo grezzo
- Rientranza per stelo
-
Stelo per il fissaggio del pezzo grezzo nel portapezzi
-
Apertura per la vite che serve a fissare lo stelo
Rottura di un utensile o risultati scorretti provocati dalle viti allentate
Se il pezzo grezzo non è ben posizionato nel portapezzi, i risultati delle misurazioni potrebbero risultare scorretti o l’utensile potrebbe rompersi durante la taratura.
- Avvitare a fondo gli steli nel pezzo grezzo.
- Avvitare a fondo il pezzo grezzo nel portapezzi.
- Inserire gli steli nelle rientranze del pezzo grezzo e allineare le aperture per le viti con le rispettive aperture nel pezzo grezzo.
- Posizionare le viti nelle aperture del pezzo grezzo e avvitare a fondo gli steli.
E4
Montare il pezzo grezzo di taratura nel portapezzi
-
Inserire lo stelo del pezzo grezzo di taratura fino alla battuta nel portapezzi.
-
Ruotare il pezzo grezzo di taratura in modo tale che il perno di posizionamento sul portapezzi si trovi nella scanalatura del prezzo grezzo di taratura.
-
Avvitare con cautela la vite di fissaggio con il cacciavite fino ad avvertire una leggera resistenza.
-
Quindi ruotare la vite di fissaggio di un ulteriore 1⁄4 di giro.