将盘和坯料块夹具安装到坯料库上
创建修复体的工作流程如下:
操作坯料更换器
您可以将最多 10 个坯料盘安装到坯料更换器的支架中。当下一个作业需要时,机器会自动将坯体装入加工室。这样您就可以连续处理最多10个作业,而无需手动启动每个作业。
您可以将最多 10 个坯料盘安装到坯料更换器的支架中。当下一个作业需要时,机器会自动将坯体装入加工室。这样您就可以连续处理最多10个作业,而无需手动启动每个作业。
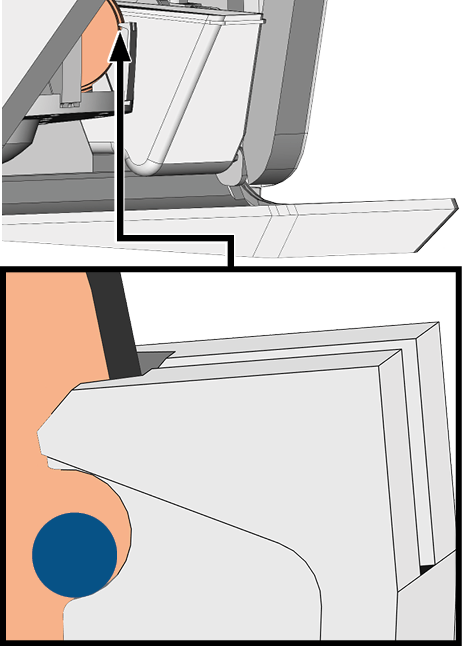
每个坯料更换器支架的左侧是激光雕刻的数字(标记为橙色),标记相应的插槽。
- 物理插槽中的坯料类型必须跟分配给dentalcnc中虚拟插槽的坯料类型相对应。
- 要移动空刀库或手动将坯体装入加工室,请使用dentalcnc中的加工视图。
本文档介绍 dentalcnc,将描述如何手动操作坯料更换器,以及如何将加工任务分配到坯料更换器支架。
改变坯体库的位置
注意! 将坯料盘装入坯料更换器支架时,必须使用换盘位置。否则,机器中的坯体会与dentalcnc中指定的坯体位置不对应。机器可能会加载错误的坯体,这可能导致加工结果无法使用和车针损坏。
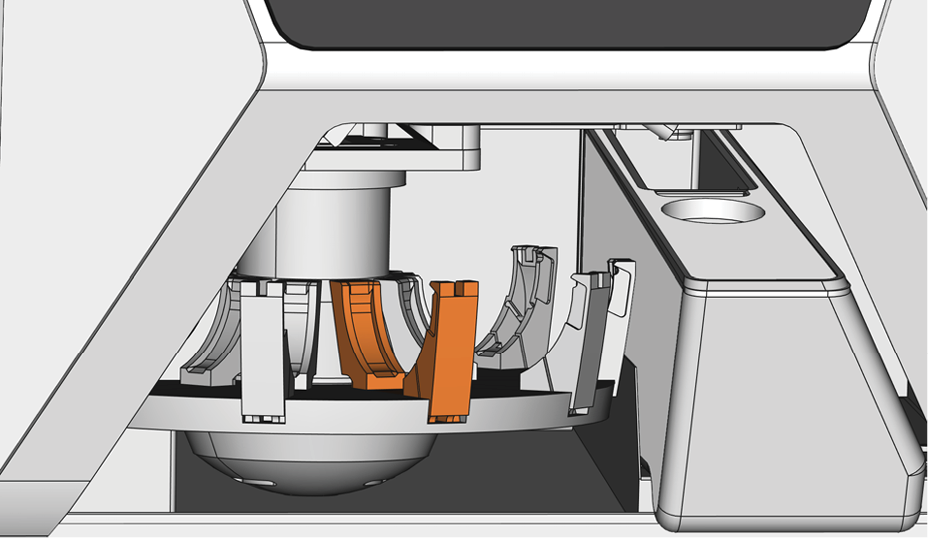
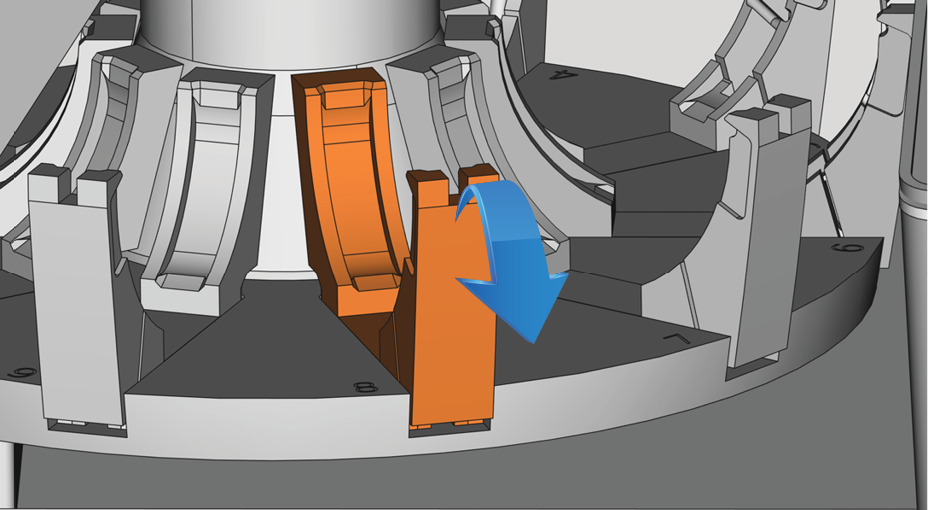
换盘位置(标记为橙色)如下图所示:
将盘和坯料块夹具安装到坯料库上
注意
如果操作不当,会损坏坯体、块料固定器或夹紧杆
如果让夹紧杆卡在坯体或块料固定器上,夹紧杆可能会损坏坯体或块料固定器,以及/或者夹紧杆也可能会损坏。
- 不要让夹紧杆卡在坯体或块料固定器上。
- 缓慢地将夹紧杆向上推向坯体或块料固定器。
在机器运行时,您可以将坯体和块料固定器安装到坯体库上。
- 打开多功能抽屉。
- 通过dentalcnc将所需的坯体库槽移动到更换位置。
- 拉下夹紧杆。
- 从坯料更换器支架中取出坯料盘(如果有)。
- 如果要安装高度为40 毫米的圆盘,请确保相邻胚料库插槽中的圆盘最大高度为25 毫米。否则,圆盘将无法正确放入坯料库。
- 正确摆放圆盘或块座的方向:
- 坯料块夹具:坯料块位置 1-3 的数字必须在顶部,半高的定位辅助装置必须在前面。
- 圆盘:如果圆盘已被 dentalcnc 标记为较安全重新安装,请确保标记位于下图所示的位置。
- 将坯体或块料固定器插入坯体更换器的更换位置。确保将其完全竖直放置,而不是倾斜放置。否则,加载过程将失败。
- 将夹紧杆对准来固定坯体或块料固定器。
- 为确保正确就位,请将坯体或块料固定器稍微向下推。
- 带重新夹紧标记的坯料盘:将标记置于夹紧杆凹槽的下边缘:
- 坯体或块料固定器可以装入加工室。
(a)将圆盘插入更换位置;(b)将块料固定器插入更换位置(块料位置 1-3 标记为绿色,前部定位辅助标记为橙色)