调试机器

安装操作步骤如下:
机器过冷时发生短路危险
如果将机器从寒冷的环境运输到较温暖的环境中,则可能由于冷凝而引起短路。
- 在运输后接通机器之前,请确保以下事项:
- 环境空气温度处于允许范围。
- 机器温度与环境空气相同。这至少需要 48 小时。
- 机器完全干燥。
准备铣床
取决于铣床状态,可能已经安装了以下组件。
-
打开加工室门。
-
清洁工作仓。
-
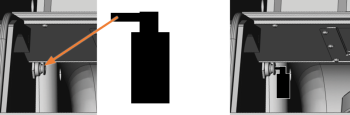
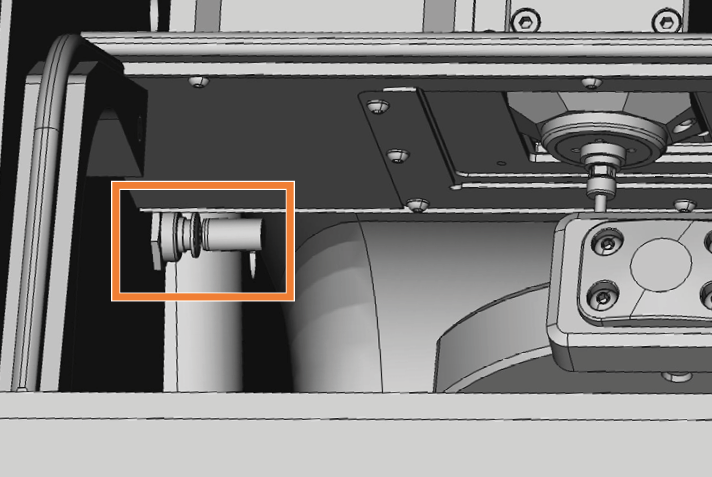
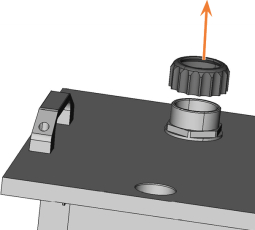
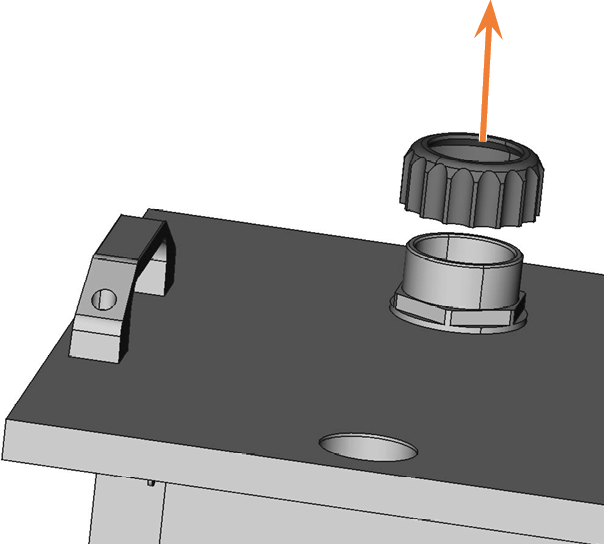
安装真空传感器保护帽。
-
按下插头连接环,同时拔出真空传感器盖(标记为橙色)。

S2

S1
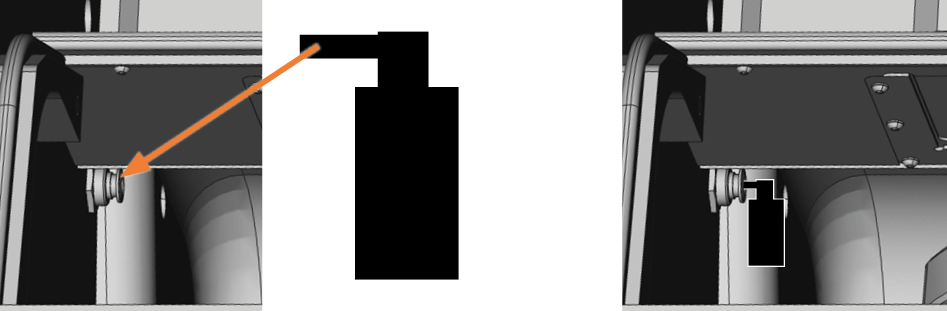
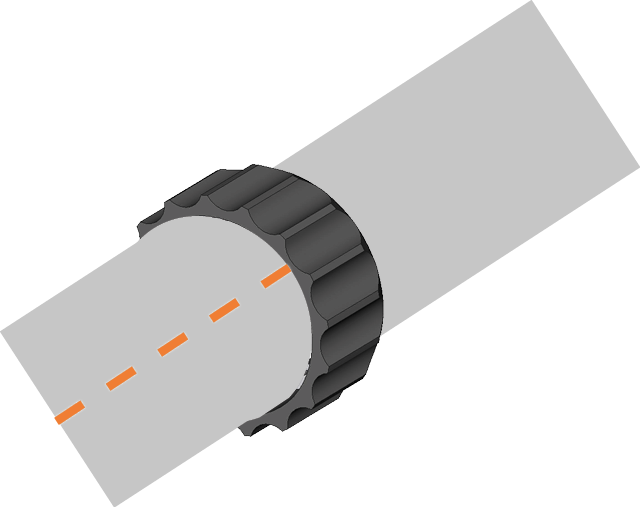
-
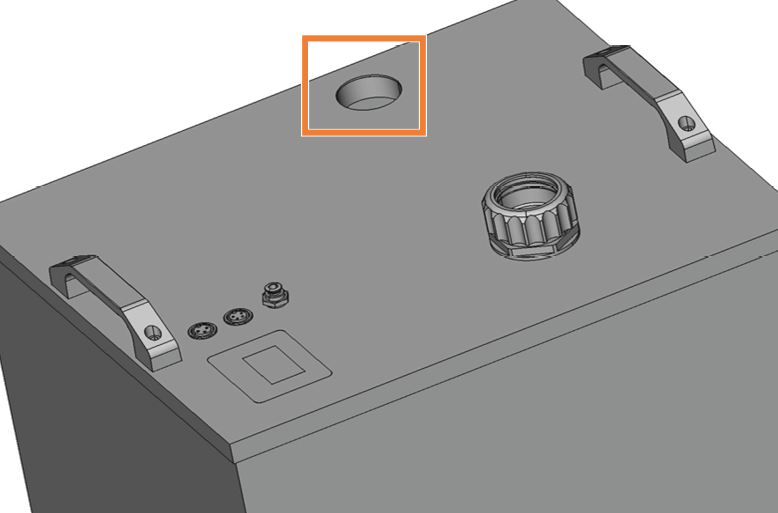
将真空传感器保护帽插入机器,使保护帽开口朝下。
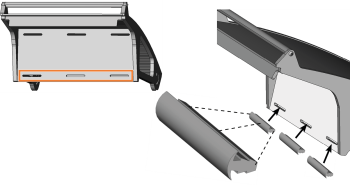
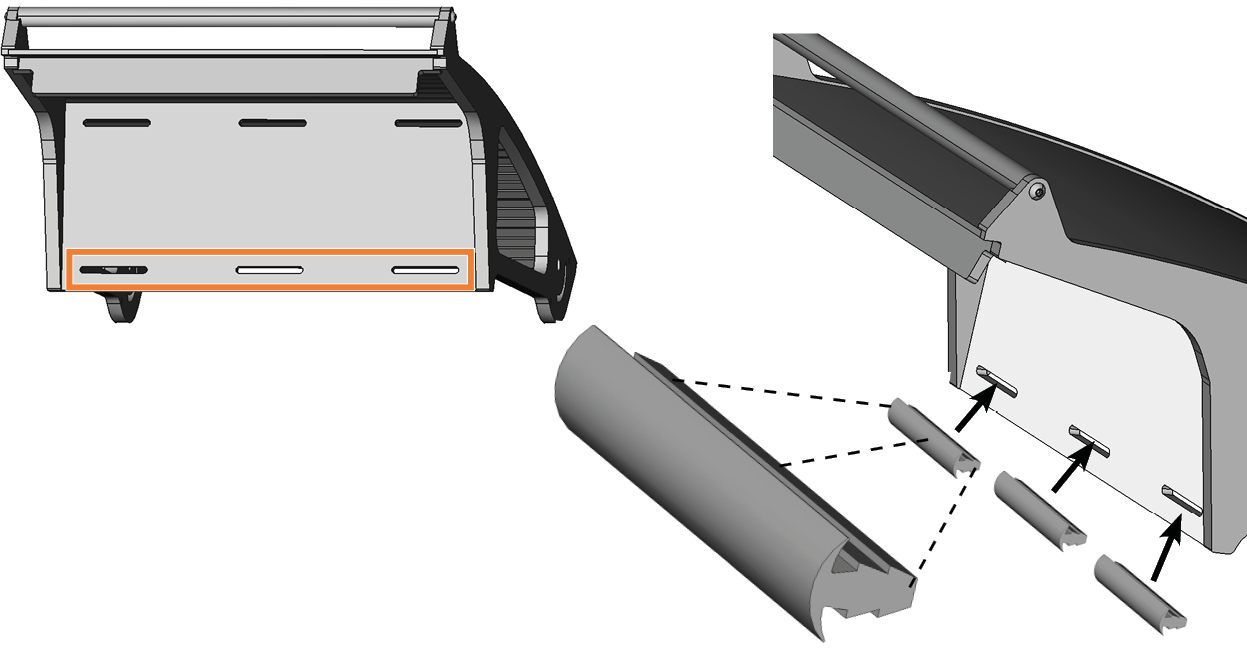
-
-
将封条插入工作仓门底部的 3 个开口中(标记为橙色)。
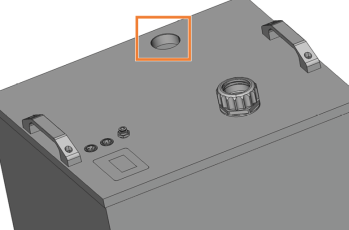
连接抽吸装置
-
从铣床取出抽吸管,将其插入湿磨模块的抽吸接口(标记为橙色)。
-
将连接软管连接到铣床。
-
连接软管的长度不得超过 1.5 m。这限制了铣床和湿磨模块之间的距离。
-
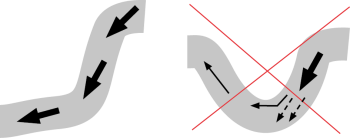
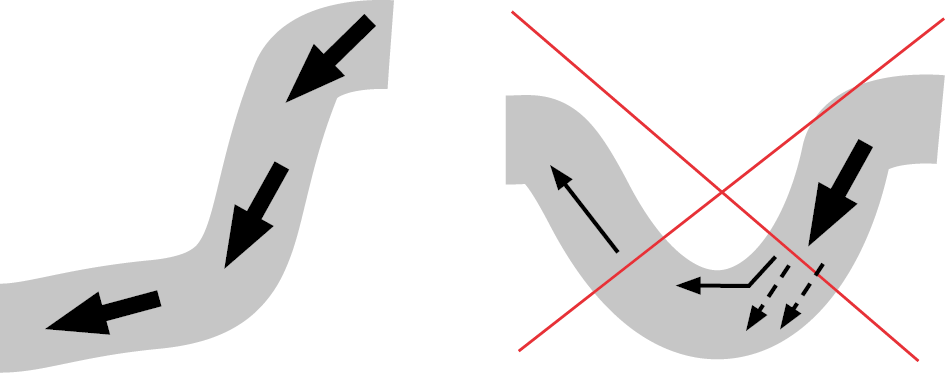
连接软管不得下垂。
-
将连接软管置于湿磨模块接口处。
-
如果连接软管下垂,请将其缩短。
-
在连接软管到达湿磨模块接口的位置做标记。
-
再加 3 cm。用锋利的小刀在此处切断连接软管。
-
-
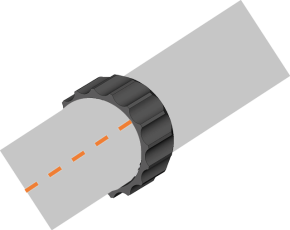
拧下湿磨模块上的接合螺母。
-
将连接软管插入接合螺母。避免白色密封环脱落。
-
将接合螺母滑到软管末端。留出 3 cm 的间隙。
-
将连接软管插入接口,拧紧接合螺母。
为防止损失抽吸功率,请遵守以下规定。
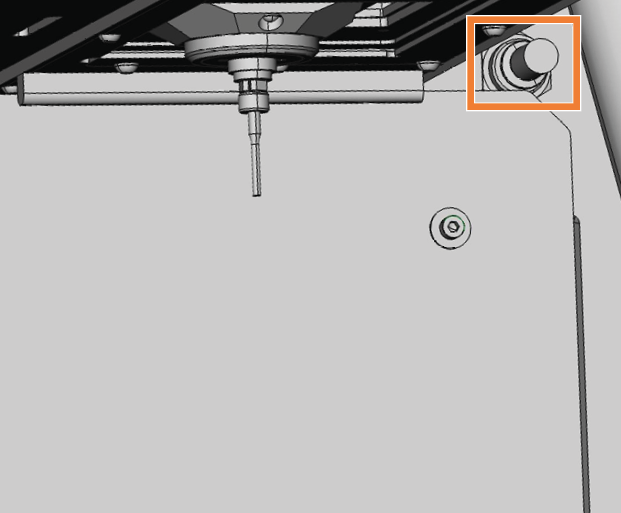
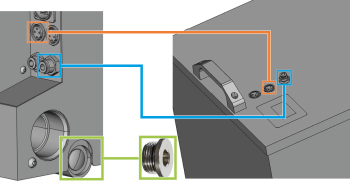
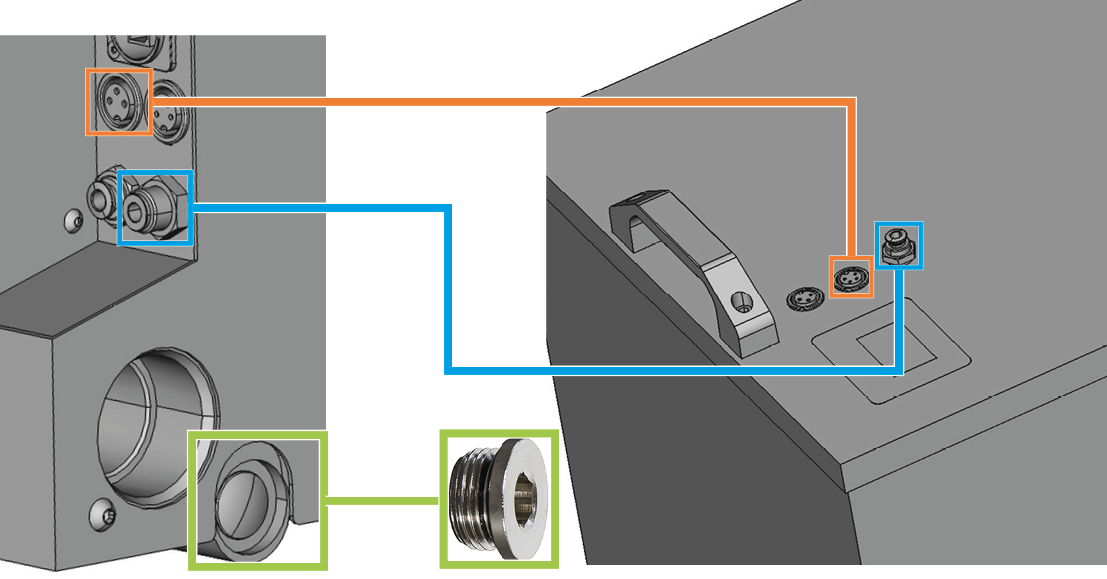
建立连接
-
连接控制电缆(标记为橙色)。
-
连接冷却液软管(标记为蓝色)。
-
如果适用: 安装密封塞(标记为绿色)。
-
在此安装的连接件在干运行时也可保持连接。
危险!如果铣床的冷却液接口位于连接面板顶部(标记为红色),则必须使用 RCD 湿磨模块电源适配器。

加注冷却液
-
断开湿磨模块与电源的连接。
-
取出模块插件。
-
取出冷却液容器。
-
将 14.25 l 自来水注入冷却液容器(注水高度约 173 mm)。
-
加入 0.75 l 冷却润滑剂。
-
得到 15 l 水和冷却润滑剂的乳化液,混合比例为 5%。
-
-
插入冷却液容器。
-
插入模块插件。
-
将电源适配器连接至湿磨模块和电源。
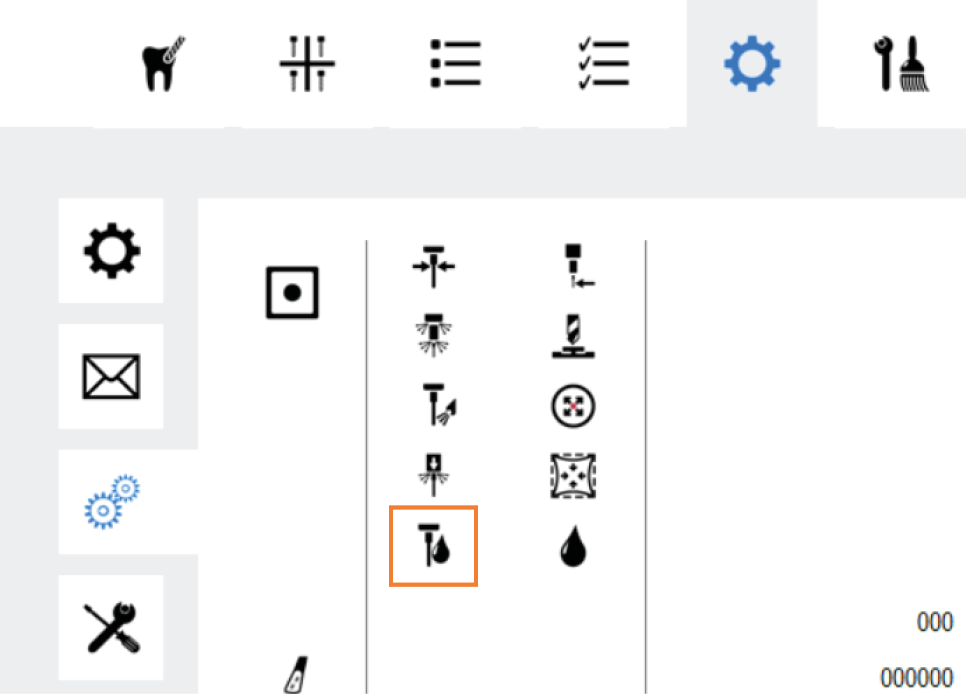
调试冷却液泵
-
激活 dentalcnc 中的冷却液泵。
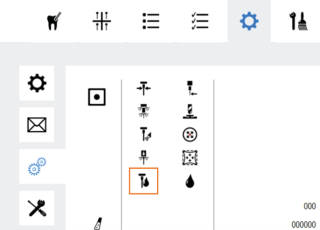
-
让冷却液泵保持激活状态,直到冷却液从主轴喷嘴中喷出。首次启动或更换精细过滤器滤芯后可能需要 5 分钟。