更换坯料夹具的夹持系统
如果胚料固定器无法再正确固定胚料,则可以尝试更换胚料固定器的夹持系统,可能会解决这一问题。可以从客户服务中心获得相应的备件。备件包括在以下步骤中为替换而拆除的所有部件。
- 准备好:
- 用于坯料夹具的备用夹持系统
- 六角扳手 (2.5 mm)
- 六角扳手 (3 mm)
- 如果您是第一次更换夹持系统,请使用扳手 (8 mm)
 通过在 dentalcnc 中的加工视图中选择所示图标,将轴移动到默认位置。
通过在 dentalcnc 中的加工视图中选择所示图标,将轴移动到默认位置。 在本地图标栏中选择所示的图标来打开加工参数视图。
在本地图标栏中选择所示的图标来打开加工参数视图。 通过在 dentalcnc 中的加工视图中选择所示图标,将轴移动到换刀位。
通过在 dentalcnc 中的加工视图中选择所示图标,将轴移动到换刀位。- 打开加工室门。
- 关闭机器的主电源开关。
- 您可以灵活旋转胚料固定器。
- 打开夹具。
- 用 2.5 mm 的六角扳手拧开坯料夹具盖上的 2 个螺钉,并且取出夹持系统的两个双锥体。
-
将夹持系统的备用双锥体放在坯料夹具盖的凹槽中(标有蓝色),用 2.5 mm 的六角扳手将其拧紧。坯料夹具盖有 2 种版本。
- 取出坯料夹具锁紧杆和它们之间的销轴:
- 保持销轴的位置,用 3 mm 的六角扳手拧松坯料夹具锁紧杆,并将其取出。
如果坯料夹具锁紧杆的螺钉与备用螺钉的长度相同,则将定位辅助装置从销轴上拉出。
如果备用螺钉较长,则用 8 mm 的扳手将定位辅助装置从销轴上拧下来。
- 取出夹持系统的销轴。
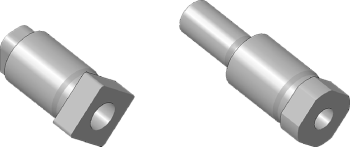
封堵的定位辅助装置(左)和拧紧的定位辅助装置
- 插入夹持系统的替换销轴:
- 将销轴放在胚料固定器上,圆形表面在前面,矩形凹槽在上面。保持销轴的位置。
- 将定位辅助装置的部分圆形连接几何件插入销轴中,使圆形部分在顶部。
- 确保所有部件完全吻合。
- 将备用坯料夹具锁紧杆放在定位辅助装置的“打开”位置,然后用 3 mm 的六角扳手将其拧紧。注意坯料夹具锁紧杆中的凹槽(蓝色标记)类型。
- 检查胚料固定器是否能正常打开/关闭,是否按要求固定了胚料固定器。否则,必须检查夹持系统的安装。
- 闭合坯料夹具。
- 关闭加工室门。
- 打开机器的主电源开关。
- 重启 dentalcnc。
- 机器进行参照处理。
版本 1:
插入双锥体,使 1 个平坦面(标记为绿色)与上面的凹槽平行对齐。
版本 2:
插入双锥体,使 1 个平坦面(标记为绿色)与凹槽的平坦面对齐。