插入和更换车针

创建修复体的工作流程如下:
注意
如果使用不正确的车针会损坏主轴或车针位置
不正确的刀具会损坏夹头卡盘的主轴和/或刀具位置。
-
仅使用车针柄上倒角足够大的车针。
-
根据 DIN 471-A3 安装紧固环作为止动环。
这不适用于 AirTools。
-
遵守 技术数据 章节中的其他规格。
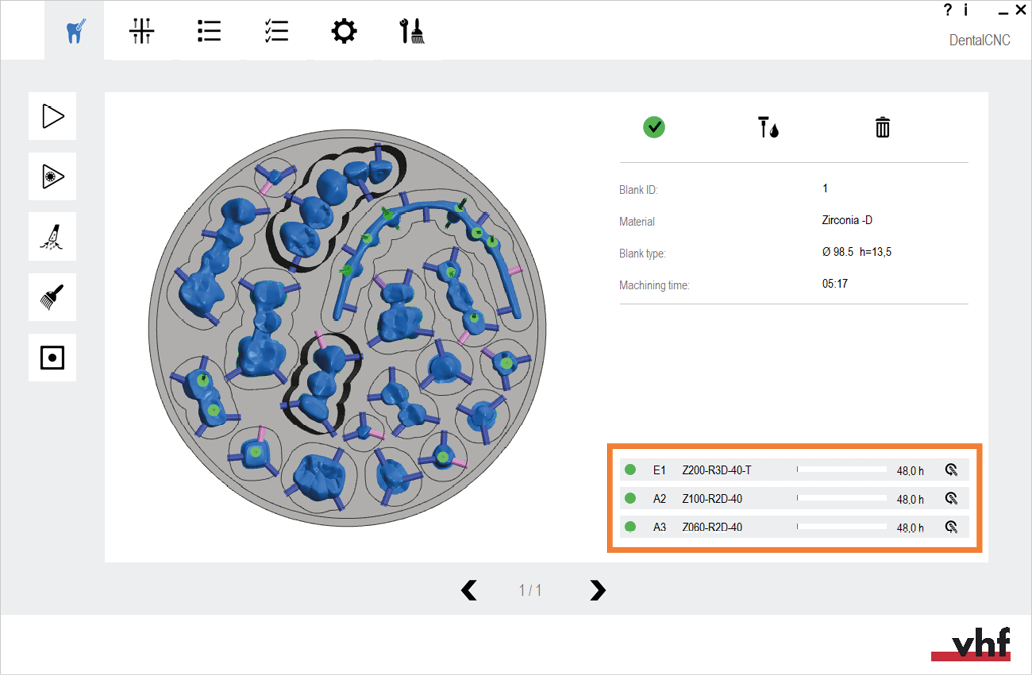
在加工任务期间,机器需要不同的刀具来执行各种加工策略。
-
dentalcnc 在加工视图中显示加工任务所需的工具(标记为橙色)。
-
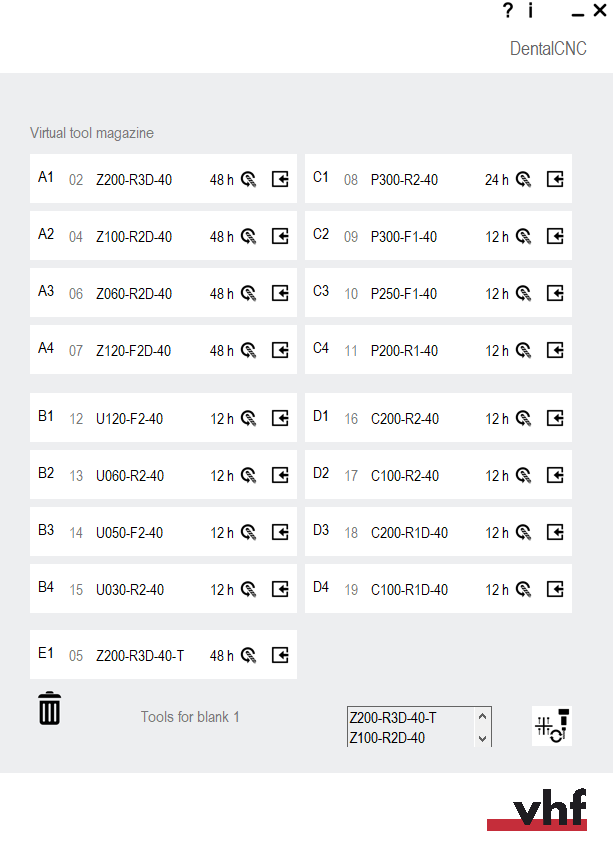
您可以通过 dentalcnc 中的虚拟刀库分配刀具。 添加/取出刀具和重置刀具寿命值

自动或手动换刀
刀具更换可以通过刀库自动进行,也可以通过夹头手动进行。由于您可以单独配置每个刀具位置,因此您可以同时进行自动和手动更换。
自动换刀的特点
-
机器在加工过程中自动从刀库加载必要的刀具。
-
适用于所有在 dentalcnc 中未配置手动更换的刀具位置的标准情况。
在以下情况下无法进行自动换刀:
-
某个刀具位置已磨损,因此无法再正确固定刀具。
-
您使用的刀具不适合刀库。
手动换刀的特点
-
在加工任务期间,您需要在 dentalcnc 提示时手动将工具插入主轴的夹头中。
-
您必须为 dentalcnc 中的各个刀具位置配置手动换刀。
-
这在 dentalcnc 说明中有所描述。
将刀具插入刀库
您可以通过两种方式装备机器的刀库:
- 手动插入刀库 这是最快的方法。
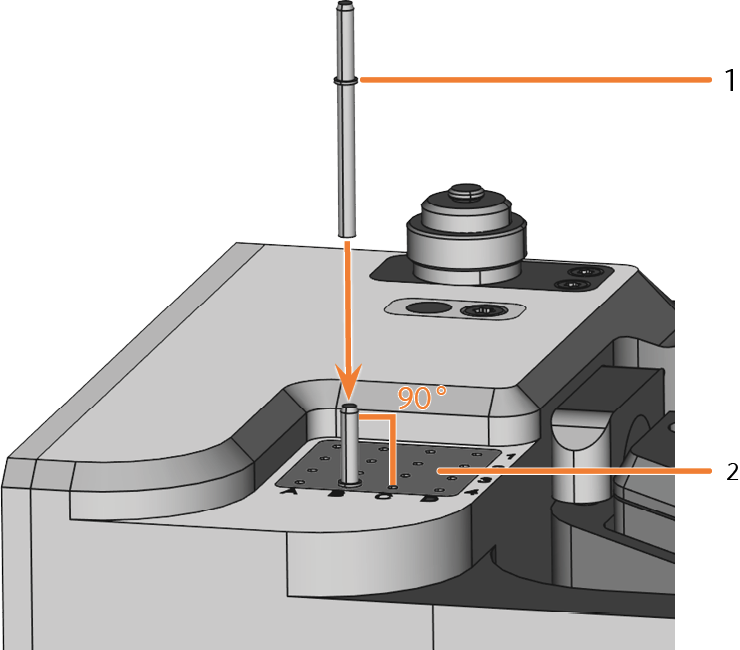
- 通过主轴 将车针插入夹头,主轴会将车针放入刀库中。此选项所花时间更多,但对某些人来说可能更方便。
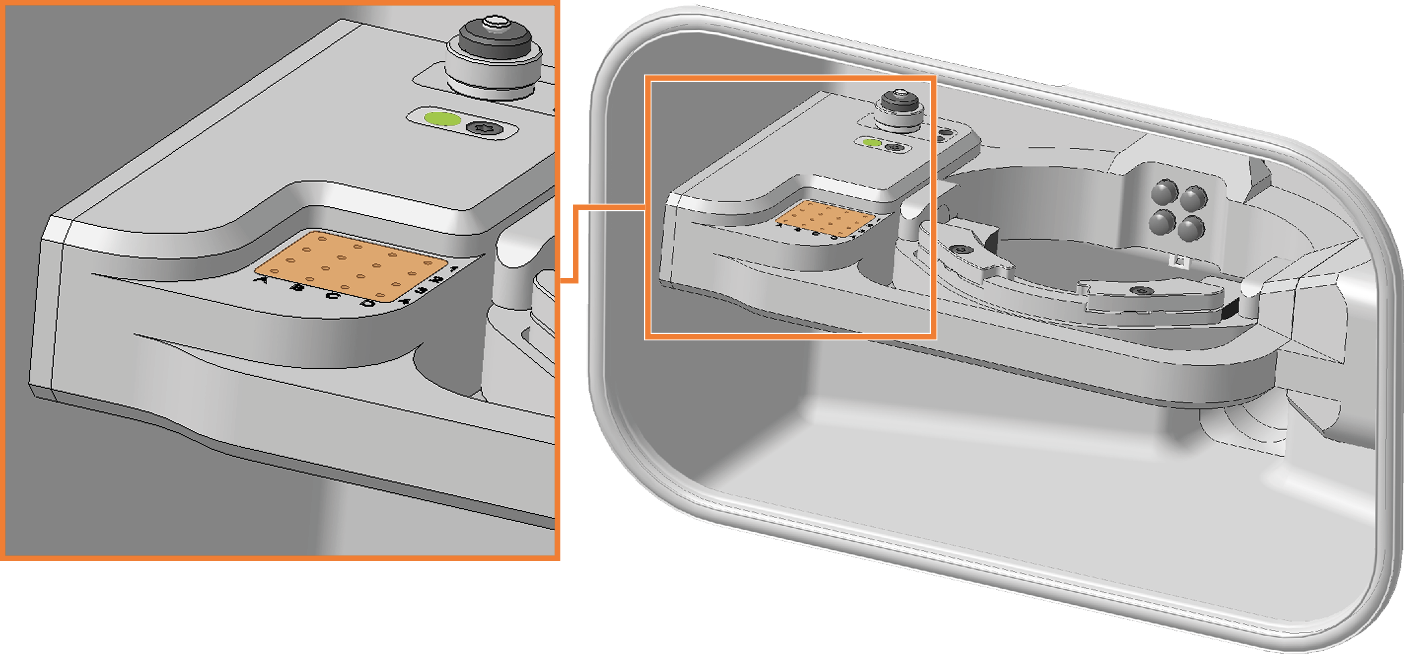
刀库 (标记为橙色) 和 AirTool 橡胶块(标记为绿色)
您可按以下步骤手动插入车针:
-
小心!戴上手套。
-
打开加工室门。
-
注意! 从刀库中取出磨损或损坏的车针(如果有的话)。dentalcnc 在刀具管理视图中显示刀具寿命。
-
将车针直接插入车针位置,刀刃朝下。将其推入,直到紧固环接触刀库橡胶块为止。
-
环
-
刀库刀片
-
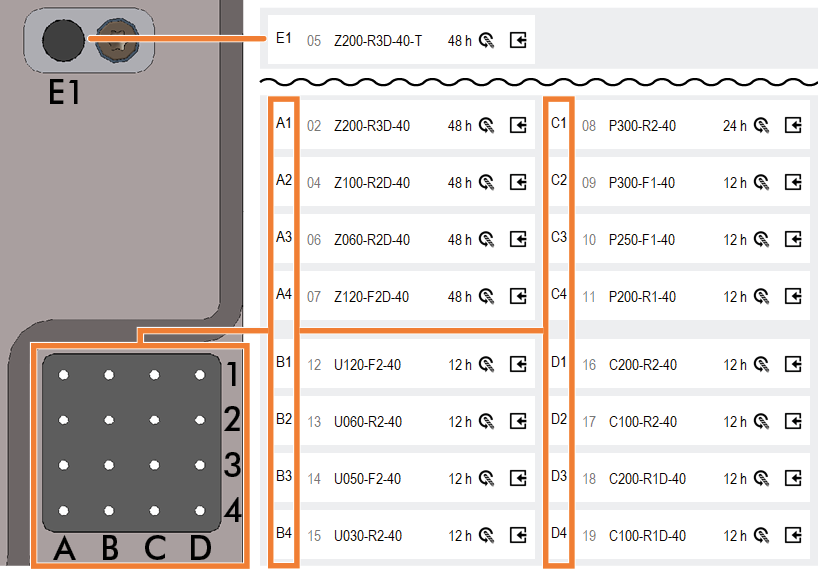
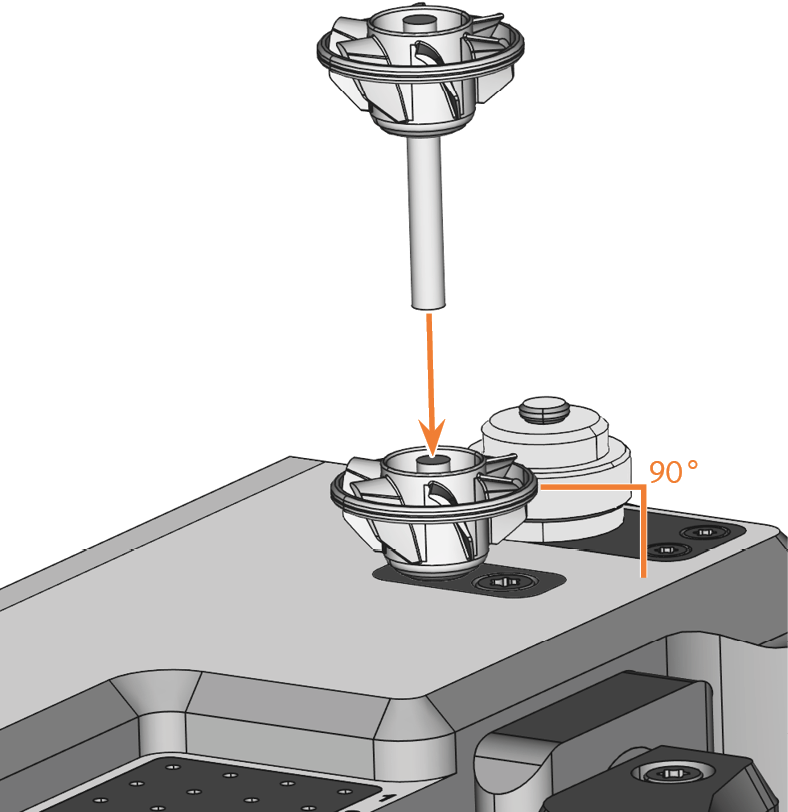
将所需的 AirTool 插入位置 E1。将其推入,直到推进器接触到刀库橡胶块。
dentalcnc 在位置 E1 上显示带有后缀 -T 的车针匹配码。
-
如果新刀具替换了相同类型的旧刀具,请在 dentalcnc 中重置刀具寿命。
vhf 刀具包可帮助您插入刀具。
注意! 如果不使用 AirTools,则加工结果不正确。
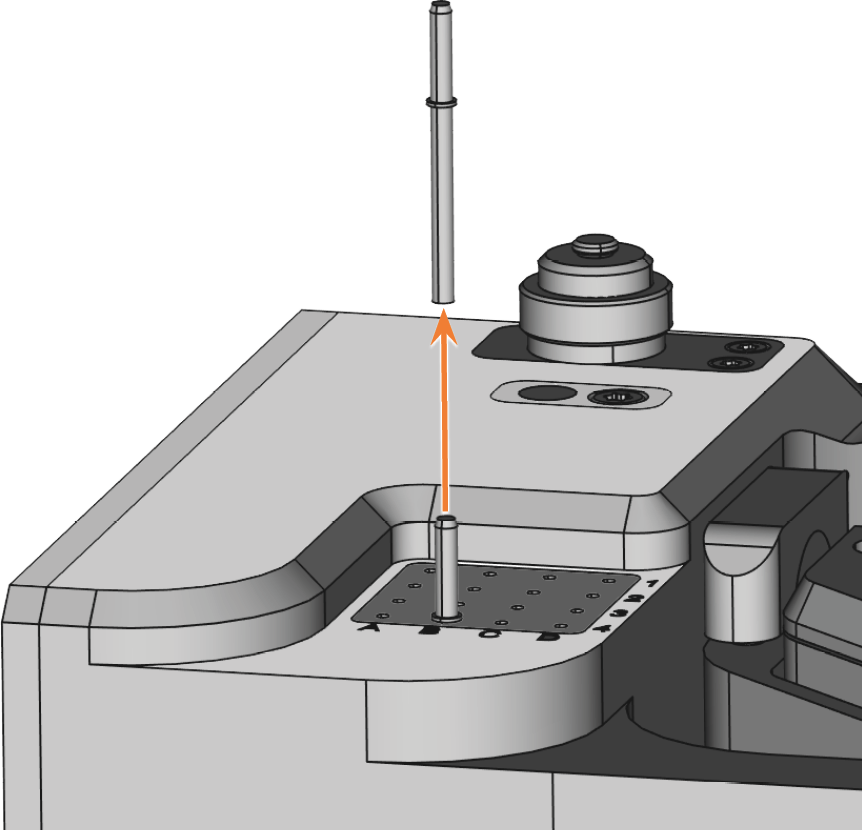
从刀库中取出刀具
-
小心!戴上手套。
- 打开加工室门。
-
从刀库中向上拉出刀具。
-
根据您将刀具退回库存,还是不再使用该刀具类型,请相应地配置 dentalcnc。
-
返回库存: 将车针从虚拟刀库移动到虚拟 ATB
-
不再使用: 移除车针
-
添加备份车针
如果在加工过程中刀具寿命到期,dentalcnc 可以自动从刀库加载备份工具以继续加工。
-
将备份工具放入刀库。
-
在 dentalcnc 中配置备份工具。
使用车针管理面板
您可以将刀具存放在随附的 ATB(车针管理面板)中。
您可以使用干燥套件随附的 ATB (车针管理面板)存放刀具。
-
位置 1 - 9 和 14 - 22 适用于带有适合您机器的紧固环的传统牙科刀具。
-
位置 10 - 13 分别适用于 1 个 AirTool。
dentalcnc 中的虚拟车针管理面板映射实体 ATB 的结构。只要您清楚地分配实体和虚拟刀具,便可以在 dentalcnc 中轻松地跟踪刀具寿命。
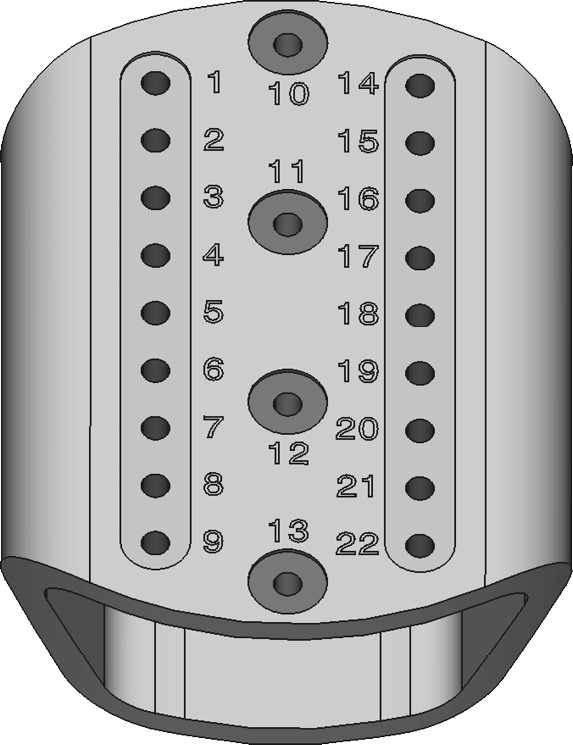
空车针管理面板
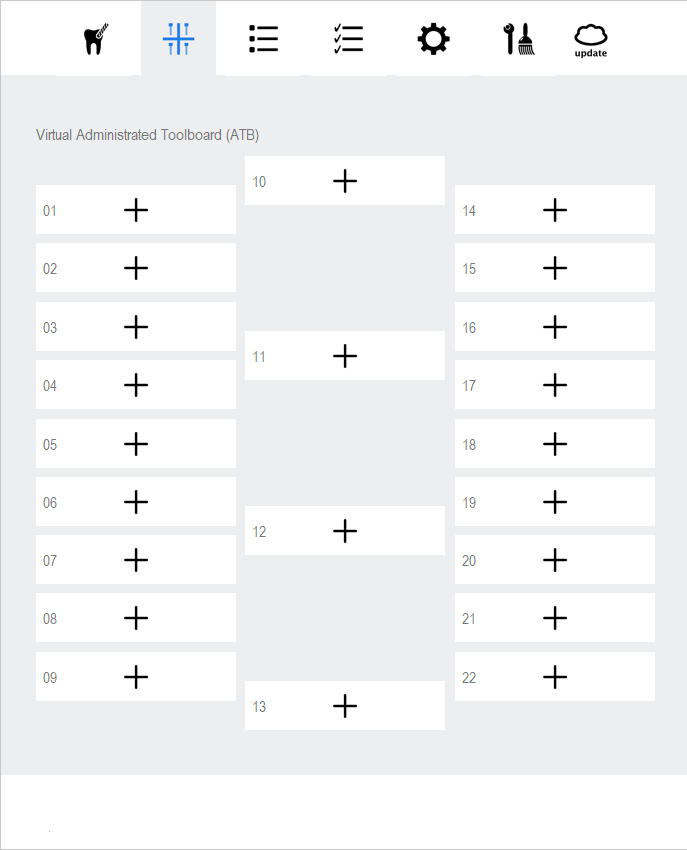
dentalcnc 中的空虚拟车针管理面板
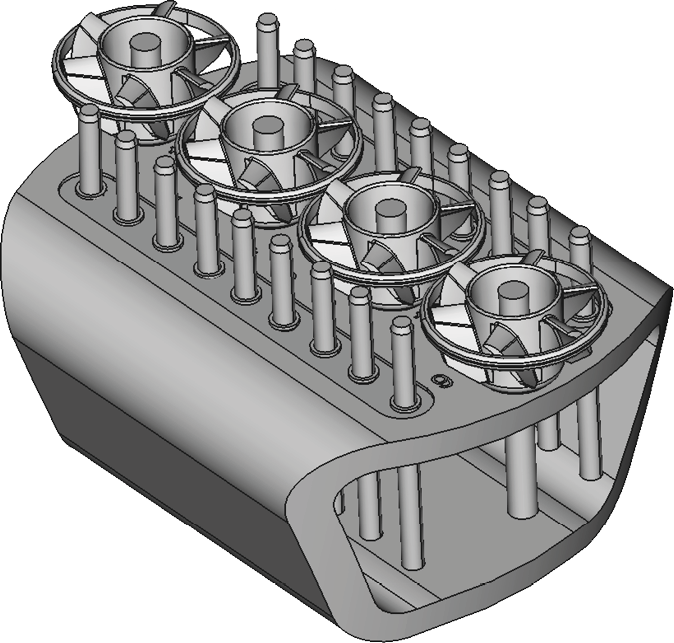
已装备的车针管理面板