Werkzeuge einsetzen und tauschen
Schauen Sie sich das Video an

YouTube-Video – Beim Anzeigen dieses Videos werden persönliche Daten an YouTube, LLC, USA gesendet. Datenschutzerklärung
Der Workflow für die Restaurationserstellung ist folgendermaßen:
→
→
→
ACHTUNG
Beschädigung der Spindel oder der Werkzeugpositionen bei ungeeignetem Werkzeug
Ungeeignete Werkzeuge können die Spannzange der Spindel und / oder die Werkzeugpositionen beschädigen.
-
Verwenden Sie nur Werkzeuge mit einer ausreichend großen Fase am Werkzeugschaft.
-
Ziehen Sie einen Sicherungsring nach DIN 471-A3 als Anschlagring auf.
Dies gilt nicht für AirTools.
-
Beachten Sie die weiteren Vorgaben im Kapitel Technische Daten.
Für die verschiedene Bearbeitungsstrategien während eines Auftrags benötigt die Maschine unterschiedliche Werkzeuge.
-
DentalCNC zeigt die für einen Auftrag benötigten Werkzeuge (orange markiert) in der Ansicht Bearbeitung an.

-
Sie weisen Werkzeuge über das Virtuelle Werkzeugmagazin in DentalCNC zu. Werkzeuge hinzufügen/entfernen und Werkzeugstandzeiten zurücksetzen



vhf-Werkzeuge und -Matchcodes
Automatischer oder manueller Werkzeugwechsel
Der Werkzeugwechsel kann automatisch über das Werkzeugmagazin oder manuell über die Spannzange erfolgen. Da Sie jede Werkzeugposition einzeln konfigurieren können, sind automatische und manuelle Wechsel parallel möglich.
Eigenschaften des automatischen Werkzeugwechsels
-
Die Maschine lädt die notwendigen Werkzeuge während der Bearbeitung automatisch aus dem Magazin.
-
Sie müssen alle benötigten Werkzeuge vor dem Auftragsbeginn ins Werkzeugmagazin einsetzen.
-
Standardfall für alle Werkzeugpositionen, bei denen in DentalCNC kein manueller Wechsel konfiguriert ist.
Der automatische Werkzeugwechsel ist in folgenden Fällen nicht möglich:
-
Eine Werkzeugposition ist verschlissen und kann keine Werkzeuge mehr ordnungsgemäß aufnehmen.
-
Sie verwenden Werkzeuge, die nicht in das Werkzeugmagazin passen.
Eigenschaften des manuellen Werkzeugwechsels
-
Sie setzen die Werkzeuge während des Auftrags auf Aufforderung von DentalCNC manuell in die Spannzange der Spindel ein.
-
Sie müssen diesen manuellen Werkzeugwechsel für einzelne Werkzeugpositionen in DentalCNC konfigurieren.
-
Wird in der DentalCNC-Anleitung beschrieben.
Manuellen Werkzeugwechsel für bestimmte Werkzeugpositionen erzwingen
Werkzeuge in das Werkzeugmagazin einsetzen
Sie können das Werkzeugmagazin auf zwei Wegen bestücken:
- Durch manuelles Einsetzen in das Werkzeugmagazin Dies ist der schnellste Weg.
- Über die Spindel Sie setzen ein Werkzeug in die Spannzange ein und die Spindel legt das Werkzeug im Werkzeugmagazin ab. Diese Option nimmt mehr Zeit in Anspruch, ist jedoch für einige möglicherweise bequemer.

Werkzeugmagazin (orange markiert) und Einsatz für das AirTool (grün markiert)
Sie setzen Werkzeuge folgendermaßen von Hand ein:
-
VORSICHT!Tragen Sie Handschuhe.
-
Öffnen Sie die Arbeitsraumtür.
-
ACHTUNG! Entfernen Sie abgenutzte oder beschädigte Werkzeuge aus dem Werkzeugmagazin. DentalCNC zeigt Werkzeugstandzeiten in der Ansicht für die Werkzeugverwaltung an.
-
Stellen Sie sicher, dass die Positionen der Werkzeuge im Werkzeugmagazin den Positionen in DentalCNC entsprechen.
-
Setzen Sie die Werkzeuge mit der Schneide nach unten in die Werkzeugpositionen ein. Schieben Sie sie hinein, bis der Ring den Werkzeugmagazineinsatz berührt.
-
Ring
-
Werkzeugmagazineinsatz
-
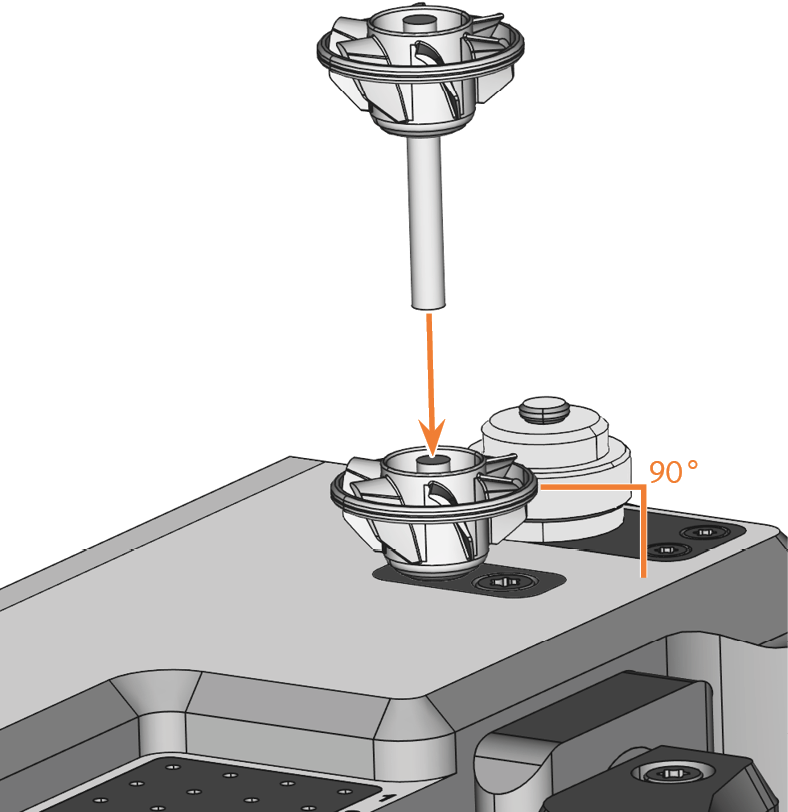
Setzen Sie das benötigte AirTool in die Position E1 ein. Schieben Sie es hinein, bis der Propeller den Werkzeugmagazineinsatz berührt.
DentalCNC zeigt den Werkzeug-Matchcode mit Suffix -T auf der Position E1 an.
Beispiel: Z200-R3D-40-T
-
Falls das neue Werkzeug ein altes Werkzeug gleichen Typs ersetzt, setzen Sie die Werkzeugstandzeit in DentalCNC zurück.
ACHTUNG! Werkzeugbrüche und fehlerhafte Bearbeitungsergebnisse bei falscher Werkzeugzuordnung

Die vhf-Werkzeugverpackungen helfen Ihnen beim Einsetzen der Werkzeuge.

ACHTUNG! Fehlerhafte Bearbeitungsergebnisse bei Nichtverwendung des AirTools
Werkzeuge aus dem Werkzeugmagazin entfernen
-
VORSICHT!Tragen Sie Handschuhe.
- Öffnen Sie die Arbeitsraumtür.
-
Ziehen Sie das Werkzeug nach oben aus dem Werkzeugmagazin.
-
Je nachdem, ob Sie das Werkzeug zurück zu Ihrem Bestand legen oder den Werkzeugtyp nicht länger verwenden, konfigurieren Sie DentalCNC entsprechend:
-
Zurück in den Bestand: Werkzeuge vom virtuellen Werkzeugmagazin in den virtuellen ATB verschieben
-
Keine weitere Verwendung: Werkzeuge entfernen
-

Ersatzwerkzeuge hinzufügen
Wenn die Standzeit eines Werkzeugs während der Bearbeitung abläuft, kann DentalCNC automatisch ein Ersatzwerkzeug aus dem Werkzeugmagazin laden, um die Bearbeitung fortzusetzen.
-
Setzen Sie Ersatzwerkzeuge in das Werkzeugmagazin.
-
Konfigurieren Sie die Ersatzwerkzeuge in DentalCNC.
ATB verwenden
Sie können in dem mitgelieferten ATB (Administrated Tool Board) Ihre Werkzeuge aufbewahren.
-
Die Positionen 1 – 9 und 14 – 22 eignen sich für herkömmliche Dentalwerkzeuge mit Sicherungsring, die für Ihre Maschine geeignet sind.
-
Die Positionen 10 – 13 eignen sich für je 1 AIRTOOL.
Das virtuelle ATB in DentalCNC bildet die Struktur des physischen ATBs ab. Falls Sie physische und virtuelle Werkzeuge eindeutig zuordnen, können Sie Werkzeugstandzeiten in DentalCNC einfach nachverfolgen.

Leeres ATB

Leeres virtuelles ATB in DentalCNC

Bestücktes ATB